
责任编辑:匿名 (未验证)
2012/06/26
作者:吴鹏
摘要:关键词:
一、前言
随着光纤通信事业的不断深入发展,皮线光缆已经成为不可替代的关键部分走进了我们千家万户。皮线光缆具有性能稳定、易于敷设等特点,是FTTH工程中最靠近用户的部分。作为承载高速信息的高科技光纤介质,皮线光缆的性能除了应满足其必要的光传输、机械性能外,还必须要有燃烧特性的要求。为了有效防止火灾事故,现在大多数室内光缆采用低烟低卤或低烟无卤阻燃护套。
皮线光缆的横截面呈8字型,加强件位于两圆中心,可采用金属或非金属结构,光纤位于8字型的中心,其中单芯、双芯结构应用较多,也可做成四芯结构,皮线光缆结构如图1所示。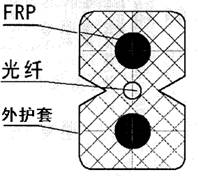
图1 皮线光缆结构图
二、皮线光缆生产线的基本组成
皮线光缆生产线不仅可以生产皮线缆,只要根据工艺的要求,更换相应的模具,还可以生产出自承式皮线缆,生产结构示意图如图2所示。
图2 生产结构示意图
按图2中序号所示,各部分的组成和功能简介如下:
1、钢丝放线架
采用主动放线,通过张力轮的移动,改变精密电位器的电压输出,根据变频控制的PID调节,从而改变放线电机的速度。
2、光纤放线架
与钢丝放线架采用相同的主动放线方式,输出速度稳定。
3、FRP放线装置
也是采用主动放线,通过变频器的PID调节,稳定的输出。
4、挤塑机与温控
为实现低烟无卤或PVC材料的高速挤出,挤出机采用22.5KW的直流电动机。加热采用七段加热,其中机身4段加热,机头3段加热,保证了塑料能充分熔化。烘干装置装在挤出机料筒上,烘干温度可根据挤出材料设定,用来保证进入挤出机的塑料干燥,从而保证挤制产品的质量。挤出机主机上各区温度都留有插温度计的孔,以便校正表头的显示温度。
挤出主机采用英国欧陆全数字直流调速器590+/70A驱动系统,其控制电路与电源电路完全隔离,提高了操作安全性。编码电路具备自动调整功能,能够适应45-65Hz之间的电源频率,并对电源本身的干扰具有抗扰度。
温控系统采用RKC系列智能温度控制器,配合性能优良的固态继电器组成,测温采用热电偶,PID调节控制方式,具有上、下限报警,超温后,自动启动风机冷却等功能。
5、电控柜与电控系统
电控系统采用PC工控机与PLC相结合的方式。
6、热水箱与水槽冷却系统
温度控制采用RKC系列智能温控仪,热电偶测温,控温精度高。并采用水泵控制,可循环使用,从而节省水量。
7、吹干器
采用压缩空气,除去光缆表面经过水槽附着的水。
8、线径检测仪
通过自由口与PLC通讯,经过PLC运算处理,并将所测线径尺寸实时显示在PC机的监控界面上。
9、牵引装置
采用3KW的DANFOSS交流变频驱动系统,运行稳定。
10、储线架
配有储线电机,可以储100米左右的缆。生产时在高速运转不降速的情况下,直接换盘,大大的增加了生产效率。
11、收排线装置
此收线采用双盘手动切换,通过本地操作台,可以实现两个收线盘之间的转换。收线和排线的速度由位移传感器控制,自动与牵引同步。排线的节距0mm~8mm可在线连续调节,简单方便。
三、电气控制系统
在皮线光缆生产电气控制系统中,我们根据生产工艺的实际要求,同时吸取了国内外的中小型集散系统的优点,采用典型的两级监控的系统控制方案。上位机和下位机通过RS232C串口进行通讯。上位机作为生产管理级,主要完成对下位机的监控、生产操作管理、在线数据处理等任务,主要面向操作人员。下午机作为数据采集和生产现场监控级,主要完成生产过程参数的数据采集,执行控制算法以及控制输出等任务,面向生产过程。
1、上位机
上位机采用工控电脑通过组态王编程软件编辑操作界面,能够直观的反应给操作人员。界面如图3所示。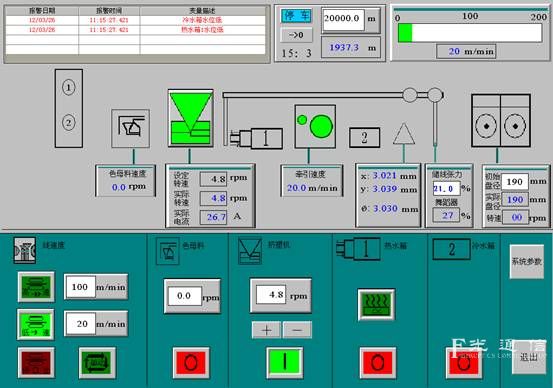
图3 操作界面
它的功能如下:
(1)显示工艺流程图和各种参数实时测量值;
(2)完成复杂控制算法的计算任务;
(3)可实时修改下位机所需的各种控制参数的数值;
(4)上位机和下位机之间的通讯管理;
(5)能实时显示故障报警。
2、下位机
下位机采用德国SIEMENS公司的S7-200系列可编程控制器,该可编程控制器具有高速、多功能、系统化、模块化、可靠性高等特点。控制系统以模块为基础组成分布式集散控制系统,对光纤放线、挤塑机螺杆、牵引控制以及收排线等部分进行有效的控制。PLC系统除CPU226外还有7个模块,分别为一个开关量输入模块EM223,两个模拟量输入模块EM235,一个模拟量输出模块EM232。PLC硬件连接示意图如图4所示。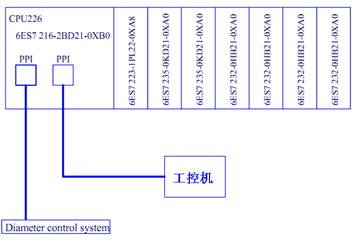
图4 PLC硬件连接示意图
3、 PLC程序设计
根据皮线光缆生产线的工作运行状态,首先确定各个动作的先后次序和相互关系,写出PLC各输出与输入信号的逻辑关系,再由逻辑关系转化为梯形图。
(1)程序初始化
首先判断各部分报警是否正常。有报警状况,报警灯启动,需要先排除故障。然后在无报警状态下,通过工作界面依次启动挤出电机、色母料电机、牵引电机和收排线。电机全部使能,准备运行。程序初始化流程图如图5所示。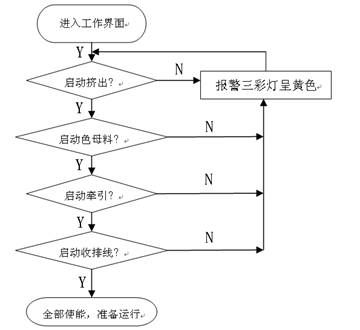
图5 程序初始化流程图
(2)联动升/降速程序
操作界面通过PPI编程电缆与PLC通讯,设备上各部件使能后,在界面上按照工艺要求,输入相应的数值。如图6所示。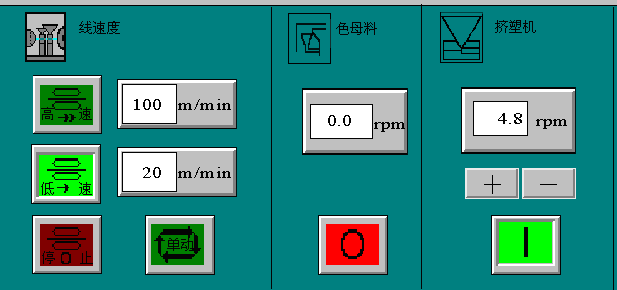
图6参数设定界面
其中线速度为牵引的速度,在低速20m/min时,根据产品外径,调整色母料与挤塑机的参数,达到产品外径后,点击单/联动按钮,然后点击高速(速度的数值是根据外护套材料来设定,一般不会超过100m/min),这时色母料与挤塑机的参数通过PLC运算,在保证产品外径不变的情况下,成比例的与线速度同时上升。反之,线速度降速时,也是同时下降。升降速部分程序的流程图如图7所示。
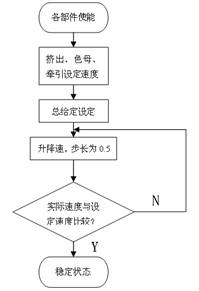
图7 升降速流程图
由流程图编写程序后的梯形图,如图8所示。
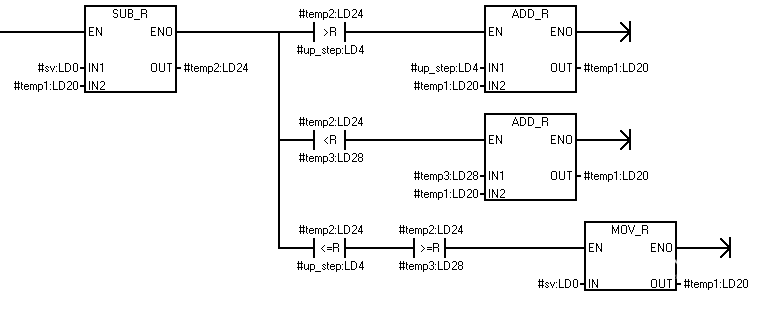
图8 升降速梯形图
其中LD0为设定速度,LD20为实际速度,LD24为设定速度与实际速度之间的差值,LD4为升速步长,是正值,LD28为降速步长,是负值。这种运算思路是把LD24与步长(LD4,LD28)之间比较,当大于LD4时,实际速度LD20加上LD4,再作比较,如此循环下去,一直到LD24在LD4与LD28之间的区间内,输出设定速度LD0。反之,当小于LD28时,实际速度加上LD28,也是LD24在LD4与LD28之间的区间内,输出设定速度LD0。以此来达到生产线升降速的目的。
此外,整条生产线以牵引速度为核心,放线装置与收排线装置,根据牵引速度作为同步信号,经过PLC运算处理,最终达到联动。
(3)线径检测仪自由口通讯
线径仪选用欧勒单维测径仪,采用应答式通讯方式,定义CPU226的PORT 0为自由口,PLC通过自由口与线径检测仪交换数据。数据传输采用自由口通讯协议,数据格式定义为:无校验,每个字符8个数据位,数据速率9600bps,自由口协议。部分通讯程序如下:
LD SM0.1
MOVB 2#1001001, SMB30
MOVB 2#11000100, SMB87
MOVB 16#50, SMB88 //接收到的信息开头字符为16进制50H
MOVB 16#4F, SMB89 //接收到的信息结尾字符为16进制4FH
MOVW 5, SMW92 //设置定时器超时时间为5ms
MOVB 24, SMB94 //设置RCV指令接收的最大字符数为24
ATCH INT_0:INT0, 23 //中断事件23为端口0接收完成中断,将该中断连接到中断0
ATCH INT_1:INT1, 9 //中断事件9为端口0发送完成中断,将该中断连接到中断1
ATCH INT_2:INT2, 21 //中断事件21为定时器T32定时中断,将该中断连接到中断2
ENI
通过自由口通讯,实现线径值在操作界面上的实时显示。
四、结束语
采用PLC控制的室内皮线光缆生产线具有可靠性好,性价比高的优点,适合中国国情。此生产线设备已销往武汉烽火集团公司、江苏通鼎集团公司等国内几十个厂家,创造了良好的经济效益和社会效益,受到用户普遍好评。
一、前言
随着光纤通信事业的不断深入发展,皮线光缆已经成为不可替代的关键部分走进了我们千家万户。皮线光缆具有性能稳定、易于敷设等特点,是FTTH工程中最靠近用户的部分。作为承载高速信息的高科技光纤介质,皮线光缆的性能除了应满足其必要的光传输、机械性能外,还必须要有燃烧特性的要求。为了有效防止火灾事故,现在大多数室内光缆采用低烟低卤或低烟无卤阻燃护套。
皮线光缆的横截面呈8字型,加强件位于两圆中心,可采用金属或非金属结构,光纤位于8字型的中心,其中单芯、双芯结构应用较多,也可做成四芯结构,皮线光缆结构如图1所示。
图1 皮线光缆结构图
二、皮线光缆生产线的基本组成
皮线光缆生产线不仅可以生产皮线缆,只要根据工艺的要求,更换相应的模具,还可以生产出自承式皮线缆,生产结构示意图如图2所示。
图2 生产结构示意图
1、钢丝放线架
采用主动放线,通过张力轮的移动,改变精密电位器的电压输出,根据变频控制的PID调节,从而改变放线电机的速度。
2、光纤放线架
与钢丝放线架采用相同的主动放线方式,输出速度稳定。
3、FRP放线装置
也是采用主动放线,通过变频器的PID调节,稳定的输出。
4、挤塑机与温控
为实现低烟无卤或PVC材料的高速挤出,挤出机采用22.5KW的直流电动机。加热采用七段加热,其中机身4段加热,机头3段加热,保证了塑料能充分熔化。烘干装置装在挤出机料筒上,烘干温度可根据挤出材料设定,用来保证进入挤出机的塑料干燥,从而保证挤制产品的质量。挤出机主机上各区温度都留有插温度计的孔,以便校正表头的显示温度。
挤出主机采用英国欧陆全数字直流调速器590+/70A驱动系统,其控制电路与电源电路完全隔离,提高了操作安全性。编码电路具备自动调整功能,能够适应45-65Hz之间的电源频率,并对电源本身的干扰具有抗扰度。
温控系统采用RKC系列智能温度控制器,配合性能优良的固态继电器组成,测温采用热电偶,PID调节控制方式,具有上、下限报警,超温后,自动启动风机冷却等功能。
5、电控柜与电控系统
电控系统采用PC工控机与PLC相结合的方式。
6、热水箱与水槽冷却系统
温度控制采用RKC系列智能温控仪,热电偶测温,控温精度高。并采用水泵控制,可循环使用,从而节省水量。
7、吹干器
采用压缩空气,除去光缆表面经过水槽附着的水。
8、线径检测仪
通过自由口与PLC通讯,经过PLC运算处理,并将所测线径尺寸实时显示在PC机的监控界面上。
9、牵引装置
采用3KW的DANFOSS交流变频驱动系统,运行稳定。
10、储线架
配有储线电机,可以储100米左右的缆。生产时在高速运转不降速的情况下,直接换盘,大大的增加了生产效率。
11、收排线装置
此收线采用双盘手动切换,通过本地操作台,可以实现两个收线盘之间的转换。收线和排线的速度由位移传感器控制,自动与牵引同步。排线的节距0mm~8mm可在线连续调节,简单方便。
三、电气控制系统
在皮线光缆生产电气控制系统中,我们根据生产工艺的实际要求,同时吸取了国内外的中小型集散系统的优点,采用典型的两级监控的系统控制方案。上位机和下位机通过RS232C串口进行通讯。上位机作为生产管理级,主要完成对下位机的监控、生产操作管理、在线数据处理等任务,主要面向操作人员。下午机作为数据采集和生产现场监控级,主要完成生产过程参数的数据采集,执行控制算法以及控制输出等任务,面向生产过程。
1、上位机
上位机采用工控电脑通过组态王编程软件编辑操作界面,能够直观的反应给操作人员。界面如图3所示。
图3 操作界面
(1)显示工艺流程图和各种参数实时测量值;
(2)完成复杂控制算法的计算任务;
(3)可实时修改下位机所需的各种控制参数的数值;
(4)上位机和下位机之间的通讯管理;
(5)能实时显示故障报警。
2、下位机
下位机采用德国SIEMENS公司的S7-200系列可编程控制器,该可编程控制器具有高速、多功能、系统化、模块化、可靠性高等特点。控制系统以模块为基础组成分布式集散控制系统,对光纤放线、挤塑机螺杆、牵引控制以及收排线等部分进行有效的控制。PLC系统除CPU226外还有7个模块,分别为一个开关量输入模块EM223,两个模拟量输入模块EM235,一个模拟量输出模块EM232。PLC硬件连接示意图如图4所示。
图4 PLC硬件连接示意图
根据皮线光缆生产线的工作运行状态,首先确定各个动作的先后次序和相互关系,写出PLC各输出与输入信号的逻辑关系,再由逻辑关系转化为梯形图。
(1)程序初始化
首先判断各部分报警是否正常。有报警状况,报警灯启动,需要先排除故障。然后在无报警状态下,通过工作界面依次启动挤出电机、色母料电机、牵引电机和收排线。电机全部使能,准备运行。程序初始化流程图如图5所示。
图5 程序初始化流程图
操作界面通过PPI编程电缆与PLC通讯,设备上各部件使能后,在界面上按照工艺要求,输入相应的数值。如图6所示。
图6参数设定界面
图7 升降速流程图
图8 升降速梯形图
此外,整条生产线以牵引速度为核心,放线装置与收排线装置,根据牵引速度作为同步信号,经过PLC运算处理,最终达到联动。
(3)线径检测仪自由口通讯
线径仪选用欧勒单维测径仪,采用应答式通讯方式,定义CPU226的PORT 0为自由口,PLC通过自由口与线径检测仪交换数据。数据传输采用自由口通讯协议,数据格式定义为:无校验,每个字符8个数据位,数据速率9600bps,自由口协议。部分通讯程序如下:
LD SM0.1
MOVB 2#1001001, SMB30
MOVB 2#11000100, SMB87
MOVB 16#50, SMB88 //接收到的信息开头字符为16进制50H
MOVB 16#4F, SMB89 //接收到的信息结尾字符为16进制4FH
MOVW 5, SMW92 //设置定时器超时时间为5ms
MOVB 24, SMB94 //设置RCV指令接收的最大字符数为24
ATCH INT_0:INT0, 23 //中断事件23为端口0接收完成中断,将该中断连接到中断0
ATCH INT_1:INT1, 9 //中断事件9为端口0发送完成中断,将该中断连接到中断1
ATCH INT_2:INT2, 21 //中断事件21为定时器T32定时中断,将该中断连接到中断2
ENI
通过自由口通讯,实现线径值在操作界面上的实时显示。
四、结束语
采用PLC控制的室内皮线光缆生产线具有可靠性好,性价比高的优点,适合中国国情。此生产线设备已销往武汉烽火集团公司、江苏通鼎集团公司等国内几十个厂家,创造了良好的经济效益和社会效益,受到用户普遍好评。