
责任编辑:匿名 (未验证)
2011/07/25
作者:曹志刚 宋子鹏
一、研发的背景
随着互联网的持续快速发展和各种实时网络通信工具的出现,人们对网络接入带宽的需求也在不断增加。而目前能打破铜缆接入一统天下僵局的唯有采取“光进铜退”。一方面它能在技术上保证用户在可接受成本下足以实现光纤接入,另一方面也满足了不断涌现的各种新业务对带宽的巨大潜在需求。于是在“技术进步”和“市场需求”两驾马车的合力作用下,FTTH即将进入一个大规模商用的崭新时代。
自2003年以来,国内各大运营商对于FTTH的兴趣不断增长。从研讨到实验正在稳步前进。国内从事FTTH相关产品开发的企业也在不断增多,从组件模块到系统,再到运营网络和业务,国内的FTTP/FTTH的产业链正在逐步形成。FTTH/FTTP的建设正处于紧锣密鼓试验准备阶段,一旦启动,其市场规模将是空前的,必将带动整个通信行业进入新一轮的快速增长时期。
针对目前的市场和技术需要,开发和研制专门针对FTTH用管道蝶形引入光缆是很有必要的,因此我公司于2009年开始研制并成功制造出管道蝶形引入光缆,目前此项工艺及制造技术已经较为稳定,能够大规模生产,在防水及側压要求较高的布线线路上被大量使用。
二、产品概述
管道蝶形引入光缆是在蝶形光缆的基础上,加以阻水、增加APL塑料复合铝带来提高其抗拉强度、抗弯曲强度、适用于管道敷设的一种新型FTTH用光缆。其中的蝶形光缆又可称为子单元。
接入网用蝶形引入光缆是一种新型的室内光缆,俗称皮线光缆,主要适用于室内布线、室内各种通信设备间、设备与仪表间、仪表与仪表间等经常需要弯曲光缆情况下的连接。因为该种光缆主要使用在室内,所以结构型式采用干式结构。接入网用蝶形引入光缆除了满足必要的光传输和机械性能外,还必须要满足燃烧特性的要求,为了有效防止火灾事故,接入网用蝶形光缆采用低烟无卤阻燃护套材料,同时该光缆可以根据现场使用数量的要求,进行现场的裁剪和接续安装,极大地提高了工程施工效率。
接入网用蝶形引入光缆是将光通信单元或光纤处于中心,两侧放置两根平行非金属加强件(FRP)或金属加强构件,最后挤制黑色或彩色聚氯乙烯(PVC)或低烟无卤材料(LSZH、低烟、无卤和阻燃)护套而成。护套中间设有“V”形槽,起到极好的保护光纤的作用,光缆经挤压、踩踏和弯曲后,不影响光信号的传输,易剥离,方便接续,简化安装和维护。
三、产品设计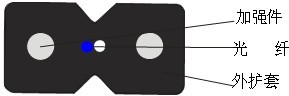
(1)光纤
采用抗弯曲不敏感G.657接入网用弯曲不敏感单模光纤,可以保证在安装过程中光信号不受损伤,提高更大带宽,增强网络传输性能。
G.657接入网用不敏感单模光纤具有两个诱人的特性:极好的弯曲能力和低水峰,可充分利用2(-E-S-C-L波段(1260nm~1625nm)传输。G.657光的抗弯曲性能在1800nm工作窗口范围内抑制附加损耗。不仅适合L波段使用,而且易于安装,尤其是在光纤到户的网络中,光纤的弯曲半径能满足沿最小的墙角敷设。不仅如此,G.657光纤的模场直径与标准的G.652单模光纤一致,这使其与G.652光纤一样具有低的连接损耗,包括熔接损耗和插损等,该光纤能充分满足网络对容量的特性要求。
(2)护套料
A、子单元护套料
子单元护套材料采用低烟无卤阻燃或聚氯乙烯护套料。耐环境开裂性能良好;无卤、无铅、无硫锑和低烟低蚀,符合绿色环保要求, 更适宜于室内使用。护套颜色以黑色居多。
B、管道光缆护套料
管道缆外护材料采用高密度聚乙烯护套料(HDPE)。高密度聚乙烯的分子量分布窄,分子排列整齐有序,因而具有较好的机械性能、耐化学性好及较宽的温度使用范围。因管道缆通常用于管道敷设,因此生产时无需在护套料中添加色母料,常为黑色。
(3)加强件
A、子单元加强件
加强件通常选用单根高强度钢丝材料或非金属塑料增加件,能提供较高的抗拉强度耐弯曲性能,且在光缆小范围弯曲后可以返回原来位置而不致被折断,保护光缆外护套和光纤不受任何的损伤。
B、管道缆加强件
管道光缆加强件通常也选用FRP材料,由于FRP是非金属材料,与金属加强件相比具有以下优点:①非金属材料对电击不敏感,光缆适于多雷电的地区;②FRP与潮气不产生电化学反应,不产生有害气体等元素,适用于多雨、炎热潮湿的气候环境地区;③不产生感应电流,可架设在高压线路上;④FRP具有重量轻的特点,可显著降低光缆的重量。
2、生产线各部件的基本结构和原理
(1)蝶形光缆的生产设备情况
A、非金属加强芯放线装置
此放线装置与传统放线结构相似,采用液压摆臂式结构,线盘的升降由液压机构自动实现,线盘的夹紧采用操作快捷方便的无轴顶尖机构,芯线的放线张力由磁粉制动器控制,调整磁粉制动器电流大小,就可以控制芯线的放线张力。
B、光纤放线装置
由交流变频电机通过蜗轮蜗杆减速器驱动放线盘,实现主动放线,摆臂式张力控制器控制调整放线电机的转速,实现张力在生产过程中的稳定,放线张力的大小通过调整配重砝码的大小或其摆臂上的位置来满足生产工艺的要求。
C、挤塑机和机头
挤塑机采用SJ65*25,螺杆长径比为25:1,并配有上料装置、烘干装置和色母料混料装置,机头采用十字自定心机头,温控系统具有上下限报警,超温后自动启动风机冷却等功能。
D、水槽和水箱
上产线配有4m活动温水槽、0.2m2温水箱和12m冷水槽冷却水箱,均采用不锈钢制作。中间有保温层,并有温水自动控制系统,控制精度±2℃。水槽和水箱内的热水或冷水可循环利用,由此节约能源和用水量。
E、吹干装置
吹干装置采用哈夫式结构,固定在冷却槽的最后一个下水斗上,这样可保证吹出的水全部流向下水斗内,具有吹干效果好、用气量小和噪声低的优点。
F、线径测试仪
外购进口线径测试仪,精度为±0.001mm。
G、喷码印字机
外购进口喷码印字机,确保字体清晰耐磨。
H、牵引装置
轮式压带牵引由Φ500mm牵引轮、皮带压紧装置、计米装置和动力装置组成。牵引动力由交流变频电机通过减速器驱动,实现汽缸调节皮带的张紧。
I、收线张力控制器
为实现收线牵引的同步,该机配备了储线张力控制装置。该装置有两导柱、固定导轮和滑动导轮组成,最大储线长度为30m。收线张力可通过改变配重砝码的重量自由调节,张力范围在550~650g,通过滑轮的上下滑动,可带动电位器的转动来控制收线电机的转速,从而实现速度的同步。
(2)管道光缆的生产设备
因室外光缆经过近几年的大力发展,目前技术已经较为成熟,现就其设备作简单的介绍。管道光缆外护层即综合护层一般包括对称加强件、阻水带、铝塑带及塑料外护层。这道工序可细分为以下几个步骤:子单元及加强件的放线、缆芯的阻水处理,铝塑带纵包,挤塑、冷却、印字、火花检测、收线等。
挤出机选用Φ90×25的螺杆,机身分5段加热,机头模具部分有4段加热,整个挤塑机共有9段温控,螺杆由直流电机驱动,功率为90kW。该挤出机最大出料量为300kg/h左右,塑料塑化良好。配备300kg烘料箱和自动上料装置。
水槽为单层水槽,5米温水槽,30米冷水槽。
印字机采用国产或外购进口喷码印字机。
火花检测仪施加的交流电压为12~15kV,一旦光缆外护套有缺陷,就会引起击穿,伴随发出警铃声,并且累计击穿次数。
履带式牵引机最大牵引力为1200kg,速度可分为三档,分别为120m/min,80m/min,50m/min,直流驱动功率为7.5kW。
Φ2500型地夹式龙门收线架,主动收线可设定排线节距(光缆外径),实现自动排线跟踪。
整条生产线运行速度为60m/min。
4、生产流程及生产线的主要技术指标
(1)子单元生产工艺
A、生产流程
首先将护套料抽入挤塑机料斗内,设定好挤塑料烘干温度、挤塑机、机头、温水箱的加热温度和冷水箱的温度,根据缆的工艺要求,分别设定FRP加强件张力、光纤放线张力和收线张力的值。达到设定的温度后,将FRP加强件和光纤从各自的线盘上拉出,依次穿过各并线模,穿过模芯和模套,从机头中拉出,将缆芯与挤制外护套一起经过温水槽、冷水槽和吹干装置,线径测试仪和喷码印字机送至牵引装置上,经过收线张力装置,最后把光缆卷绕在收线盘上,控制系统状态设定为联动状态,至此进入正常的生产状态。到了所需生产段长后,计算机会给出信号,结束整个生产。
B、生产线的主要技术指标
生产线速度为50~60m/min;非金属加强芯放线张力为200g±50g ,适用缆盘为Φ400mm,加强件直径为Φ0.5~0.6mm;光纤放线张力为65g±5g;收线张力为550g±50g;收线线盘规格为Φ400mm~Φ800 mm。子单元外径控制为3.0/2.0±0.1mm。
(2)管道光缆外护套生产制造工艺
A、护套与护层
要使光缆缆芯不受外界机械、热、化学以及外界潮气的影响,光缆必须有护套甚至有外护层保护,这样才可以更有效地保证光纤的使用寿命。
综合护套生产一般包括增加对称加强件、纵包阻水带、纵包铝塑带、挤制塑料外护套等四部分。根据光缆使用场合不同,可由上述五部分中的几部分构成不同组合的综合护套。缆芯纵包阻水带起到纵向阻水和挡潮作用,纵包铝塑带起到径向阻水和挡潮作用。管道光缆的塑料外护套一般采用聚乙烯护套。
聚乙烯是一种有乙烯共聚的热塑性塑料产品,它具有低介电常数和低损耗因子且在很宽的温度范围内介电特性稳定不变,可满足光缆护层的几乎所有机械和化学要求,特别适用于室外及管道敷设。再加上它具有低密度、高断裂伸长率和优良的加工性,所以常被用作光缆护套。
B、纵包工艺
纵包工艺的好坏直接影响到光缆的表面质量及光缆的机械性能,所以把好纵包的质量关是护套工段的首要问题。纵包工艺包括阻水带纵包、铝塑复合带轧纹、预成型、搭接、定型。为了保证光缆纵向阻水,通常采用干式阻水方式。
干式阻水为了保证在缆芯和皱纹铝塑复合带之间的间隙不渗水,采用阻水带纵包工艺。阻水带的厚度一般为0.25mm,宽度根据缆芯的外径进行设计,即将缆芯完成纵包后有3~5mm的重叠。
预成型一般厂家都是通过使用喇叭模来实现的,根据子单元的外径和光缆外径要求,喇叭模通常选用18/5.2的尺寸。
在预成型之后必须搭接,这是护套过程中极其重要的一步,搭接的好坏直接影响光缆的拉伸和渗水性能,严重的可能会造成断缆质量事故的发生。这里搭接模加工的质量是非常重要的。
定型是纵包的最后一道过程,它是为了保证光缆的外径,保证光缆的渗水性能,另外对于保证光缆的圆整度也是很重要的一点。对于管道光缆的搭接及成型,通常通过定径模来实现。并要求与喇叭模具配合良好。
C、挤出工艺
光缆护套质量的好坏,与塑料本身的质量、挤塑机性能、挤出温度、收放线张力、速度、塑料挤出后的冷却、机头模具设计等多种因素有关。
在室外光缆生产中使用的模具(包括模芯和模套)主要有三种形式,即:挤压式、挤管式、和半挤管式。三种模具的结构基本一样,仅仅在于模芯前端有无管状承径部分或管状承径部分与模套的相对位置不同。
半挤管式模具的模芯有5mm左右的管状承径部分,其介于挤压式与拉管式之间,模芯口端基本处于模套平直度(承径)中间。半挤管式挤出时由于模芯是缩在模套承径后面,故熔融塑料也是靠一定的压力(相对挤压式较小)通过模套实现定型;但又由于在模套承径内,有一段模芯管状承径长度,因此又保留了拉管式模具的部分特性。熔融塑料沿管状拉出,然后再包覆在缆芯上。总之,半挤管式模具综合了挤压式及挤管式的特点,性能介于两者之间。在管道光缆外护套生产中,通常采用半挤管式模具。
四、结语
由于中国电信和中国网通已经在各地进行了FTTH工程的试点。而蝶形线光缆的护套材料采用LSZH材质,具有较好的低烟无卤阻燃特性。易于撕裂的护套结构和较小的允许弯曲半径使得光缆的安装施工十分方便,这种光缆采用了小弯曲半径光纤,使得这种光缆的最小弯曲半径可以小至15mm甚至7.5mm,尤其适宜于需要急剧转弯的场合,如墙柱拐角和室内顶棚等。
而管道蝶形引入皮线光缆采用子单元为缆芯,增加对称加强件、纵包阻水带、纵包铝塑带、挤制塑料外护套,使得蝶形光缆得到有效地保护,并增加了缆的抗弯曲强度,具有轻便、灵活和易敷设等特点,是FTTH光缆布线解决方案的中间布线(即连接小区与PON接口)备选产品之一。
随着互联网的持续快速发展和各种实时网络通信工具的出现,人们对网络接入带宽的需求也在不断增加。而目前能打破铜缆接入一统天下僵局的唯有采取“光进铜退”。一方面它能在技术上保证用户在可接受成本下足以实现光纤接入,另一方面也满足了不断涌现的各种新业务对带宽的巨大潜在需求。于是在“技术进步”和“市场需求”两驾马车的合力作用下,FTTH即将进入一个大规模商用的崭新时代。
自2003年以来,国内各大运营商对于FTTH的兴趣不断增长。从研讨到实验正在稳步前进。国内从事FTTH相关产品开发的企业也在不断增多,从组件模块到系统,再到运营网络和业务,国内的FTTP/FTTH的产业链正在逐步形成。FTTH/FTTP的建设正处于紧锣密鼓试验准备阶段,一旦启动,其市场规模将是空前的,必将带动整个通信行业进入新一轮的快速增长时期。
针对目前的市场和技术需要,开发和研制专门针对FTTH用管道蝶形引入光缆是很有必要的,因此我公司于2009年开始研制并成功制造出管道蝶形引入光缆,目前此项工艺及制造技术已经较为稳定,能够大规模生产,在防水及側压要求较高的布线线路上被大量使用。
二、产品概述
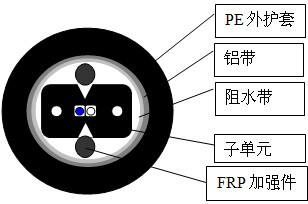
管道蝶形引入光缆是在蝶形光缆的基础上,加以阻水、增加APL塑料复合铝带来提高其抗拉强度、抗弯曲强度、适用于管道敷设的一种新型FTTH用光缆。其中的蝶形光缆又可称为子单元。
接入网用蝶形引入光缆是一种新型的室内光缆,俗称皮线光缆,主要适用于室内布线、室内各种通信设备间、设备与仪表间、仪表与仪表间等经常需要弯曲光缆情况下的连接。因为该种光缆主要使用在室内,所以结构型式采用干式结构。接入网用蝶形引入光缆除了满足必要的光传输和机械性能外,还必须要满足燃烧特性的要求,为了有效防止火灾事故,接入网用蝶形光缆采用低烟无卤阻燃护套材料,同时该光缆可以根据现场使用数量的要求,进行现场的裁剪和接续安装,极大地提高了工程施工效率。
接入网用蝶形引入光缆是将光通信单元或光纤处于中心,两侧放置两根平行非金属加强件(FRP)或金属加强构件,最后挤制黑色或彩色聚氯乙烯(PVC)或低烟无卤材料(LSZH、低烟、无卤和阻燃)护套而成。护套中间设有“V”形槽,起到极好的保护光纤的作用,光缆经挤压、踩踏和弯曲后,不影响光信号的传输,易剥离,方便接续,简化安装和维护。
三、产品设计
图1 接入网用蝶形引入光缆(子单元)结构示意图
图2 接入网用管道蝶形引入光缆结构示意图
1、材料(1)光纤
采用抗弯曲不敏感G.657接入网用弯曲不敏感单模光纤,可以保证在安装过程中光信号不受损伤,提高更大带宽,增强网络传输性能。
G.657接入网用不敏感单模光纤具有两个诱人的特性:极好的弯曲能力和低水峰,可充分利用2(-E-S-C-L波段(1260nm~1625nm)传输。G.657光的抗弯曲性能在1800nm工作窗口范围内抑制附加损耗。不仅适合L波段使用,而且易于安装,尤其是在光纤到户的网络中,光纤的弯曲半径能满足沿最小的墙角敷设。不仅如此,G.657光纤的模场直径与标准的G.652单模光纤一致,这使其与G.652光纤一样具有低的连接损耗,包括熔接损耗和插损等,该光纤能充分满足网络对容量的特性要求。
(2)护套料
A、子单元护套料
子单元护套材料采用低烟无卤阻燃或聚氯乙烯护套料。耐环境开裂性能良好;无卤、无铅、无硫锑和低烟低蚀,符合绿色环保要求, 更适宜于室内使用。护套颜色以黑色居多。
B、管道光缆护套料
管道缆外护材料采用高密度聚乙烯护套料(HDPE)。高密度聚乙烯的分子量分布窄,分子排列整齐有序,因而具有较好的机械性能、耐化学性好及较宽的温度使用范围。因管道缆通常用于管道敷设,因此生产时无需在护套料中添加色母料,常为黑色。
(3)加强件
A、子单元加强件
加强件通常选用单根高强度钢丝材料或非金属塑料增加件,能提供较高的抗拉强度耐弯曲性能,且在光缆小范围弯曲后可以返回原来位置而不致被折断,保护光缆外护套和光纤不受任何的损伤。
B、管道缆加强件
管道光缆加强件通常也选用FRP材料,由于FRP是非金属材料,与金属加强件相比具有以下优点:①非金属材料对电击不敏感,光缆适于多雷电的地区;②FRP与潮气不产生电化学反应,不产生有害气体等元素,适用于多雨、炎热潮湿的气候环境地区;③不产生感应电流,可架设在高压线路上;④FRP具有重量轻的特点,可显著降低光缆的重量。
2、生产线各部件的基本结构和原理
(1)蝶形光缆的生产设备情况
A、非金属加强芯放线装置
此放线装置与传统放线结构相似,采用液压摆臂式结构,线盘的升降由液压机构自动实现,线盘的夹紧采用操作快捷方便的无轴顶尖机构,芯线的放线张力由磁粉制动器控制,调整磁粉制动器电流大小,就可以控制芯线的放线张力。
B、光纤放线装置
由交流变频电机通过蜗轮蜗杆减速器驱动放线盘,实现主动放线,摆臂式张力控制器控制调整放线电机的转速,实现张力在生产过程中的稳定,放线张力的大小通过调整配重砝码的大小或其摆臂上的位置来满足生产工艺的要求。
C、挤塑机和机头
挤塑机采用SJ65*25,螺杆长径比为25:1,并配有上料装置、烘干装置和色母料混料装置,机头采用十字自定心机头,温控系统具有上下限报警,超温后自动启动风机冷却等功能。
D、水槽和水箱
上产线配有4m活动温水槽、0.2m2温水箱和12m冷水槽冷却水箱,均采用不锈钢制作。中间有保温层,并有温水自动控制系统,控制精度±2℃。水槽和水箱内的热水或冷水可循环利用,由此节约能源和用水量。
E、吹干装置
吹干装置采用哈夫式结构,固定在冷却槽的最后一个下水斗上,这样可保证吹出的水全部流向下水斗内,具有吹干效果好、用气量小和噪声低的优点。
F、线径测试仪
外购进口线径测试仪,精度为±0.001mm。
G、喷码印字机
外购进口喷码印字机,确保字体清晰耐磨。
H、牵引装置
轮式压带牵引由Φ500mm牵引轮、皮带压紧装置、计米装置和动力装置组成。牵引动力由交流变频电机通过减速器驱动,实现汽缸调节皮带的张紧。
I、收线张力控制器
为实现收线牵引的同步,该机配备了储线张力控制装置。该装置有两导柱、固定导轮和滑动导轮组成,最大储线长度为30m。收线张力可通过改变配重砝码的重量自由调节,张力范围在550~650g,通过滑轮的上下滑动,可带动电位器的转动来控制收线电机的转速,从而实现速度的同步。
(2)管道光缆的生产设备
因室外光缆经过近几年的大力发展,目前技术已经较为成熟,现就其设备作简单的介绍。管道光缆外护层即综合护层一般包括对称加强件、阻水带、铝塑带及塑料外护层。这道工序可细分为以下几个步骤:子单元及加强件的放线、缆芯的阻水处理,铝塑带纵包,挤塑、冷却、印字、火花检测、收线等。
挤出机选用Φ90×25的螺杆,机身分5段加热,机头模具部分有4段加热,整个挤塑机共有9段温控,螺杆由直流电机驱动,功率为90kW。该挤出机最大出料量为300kg/h左右,塑料塑化良好。配备300kg烘料箱和自动上料装置。
水槽为单层水槽,5米温水槽,30米冷水槽。
印字机采用国产或外购进口喷码印字机。
火花检测仪施加的交流电压为12~15kV,一旦光缆外护套有缺陷,就会引起击穿,伴随发出警铃声,并且累计击穿次数。
履带式牵引机最大牵引力为1200kg,速度可分为三档,分别为120m/min,80m/min,50m/min,直流驱动功率为7.5kW。
Φ2500型地夹式龙门收线架,主动收线可设定排线节距(光缆外径),实现自动排线跟踪。
整条生产线运行速度为60m/min。
4、生产流程及生产线的主要技术指标
(1)子单元生产工艺
A、生产流程
首先将护套料抽入挤塑机料斗内,设定好挤塑料烘干温度、挤塑机、机头、温水箱的加热温度和冷水箱的温度,根据缆的工艺要求,分别设定FRP加强件张力、光纤放线张力和收线张力的值。达到设定的温度后,将FRP加强件和光纤从各自的线盘上拉出,依次穿过各并线模,穿过模芯和模套,从机头中拉出,将缆芯与挤制外护套一起经过温水槽、冷水槽和吹干装置,线径测试仪和喷码印字机送至牵引装置上,经过收线张力装置,最后把光缆卷绕在收线盘上,控制系统状态设定为联动状态,至此进入正常的生产状态。到了所需生产段长后,计算机会给出信号,结束整个生产。
B、生产线的主要技术指标
生产线速度为50~60m/min;非金属加强芯放线张力为200g±50g ,适用缆盘为Φ400mm,加强件直径为Φ0.5~0.6mm;光纤放线张力为65g±5g;收线张力为550g±50g;收线线盘规格为Φ400mm~Φ800 mm。子单元外径控制为3.0/2.0±0.1mm。
(2)管道光缆外护套生产制造工艺
A、护套与护层
要使光缆缆芯不受外界机械、热、化学以及外界潮气的影响,光缆必须有护套甚至有外护层保护,这样才可以更有效地保证光纤的使用寿命。
综合护套生产一般包括增加对称加强件、纵包阻水带、纵包铝塑带、挤制塑料外护套等四部分。根据光缆使用场合不同,可由上述五部分中的几部分构成不同组合的综合护套。缆芯纵包阻水带起到纵向阻水和挡潮作用,纵包铝塑带起到径向阻水和挡潮作用。管道光缆的塑料外护套一般采用聚乙烯护套。
聚乙烯是一种有乙烯共聚的热塑性塑料产品,它具有低介电常数和低损耗因子且在很宽的温度范围内介电特性稳定不变,可满足光缆护层的几乎所有机械和化学要求,特别适用于室外及管道敷设。再加上它具有低密度、高断裂伸长率和优良的加工性,所以常被用作光缆护套。
B、纵包工艺
纵包工艺的好坏直接影响到光缆的表面质量及光缆的机械性能,所以把好纵包的质量关是护套工段的首要问题。纵包工艺包括阻水带纵包、铝塑复合带轧纹、预成型、搭接、定型。为了保证光缆纵向阻水,通常采用干式阻水方式。
干式阻水为了保证在缆芯和皱纹铝塑复合带之间的间隙不渗水,采用阻水带纵包工艺。阻水带的厚度一般为0.25mm,宽度根据缆芯的外径进行设计,即将缆芯完成纵包后有3~5mm的重叠。
预成型一般厂家都是通过使用喇叭模来实现的,根据子单元的外径和光缆外径要求,喇叭模通常选用18/5.2的尺寸。
在预成型之后必须搭接,这是护套过程中极其重要的一步,搭接的好坏直接影响光缆的拉伸和渗水性能,严重的可能会造成断缆质量事故的发生。这里搭接模加工的质量是非常重要的。
定型是纵包的最后一道过程,它是为了保证光缆的外径,保证光缆的渗水性能,另外对于保证光缆的圆整度也是很重要的一点。对于管道光缆的搭接及成型,通常通过定径模来实现。并要求与喇叭模具配合良好。
C、挤出工艺
光缆护套质量的好坏,与塑料本身的质量、挤塑机性能、挤出温度、收放线张力、速度、塑料挤出后的冷却、机头模具设计等多种因素有关。
在室外光缆生产中使用的模具(包括模芯和模套)主要有三种形式,即:挤压式、挤管式、和半挤管式。三种模具的结构基本一样,仅仅在于模芯前端有无管状承径部分或管状承径部分与模套的相对位置不同。
半挤管式模具的模芯有5mm左右的管状承径部分,其介于挤压式与拉管式之间,模芯口端基本处于模套平直度(承径)中间。半挤管式挤出时由于模芯是缩在模套承径后面,故熔融塑料也是靠一定的压力(相对挤压式较小)通过模套实现定型;但又由于在模套承径内,有一段模芯管状承径长度,因此又保留了拉管式模具的部分特性。熔融塑料沿管状拉出,然后再包覆在缆芯上。总之,半挤管式模具综合了挤压式及挤管式的特点,性能介于两者之间。在管道光缆外护套生产中,通常采用半挤管式模具。
四、结语
由于中国电信和中国网通已经在各地进行了FTTH工程的试点。而蝶形线光缆的护套材料采用LSZH材质,具有较好的低烟无卤阻燃特性。易于撕裂的护套结构和较小的允许弯曲半径使得光缆的安装施工十分方便,这种光缆采用了小弯曲半径光纤,使得这种光缆的最小弯曲半径可以小至15mm甚至7.5mm,尤其适宜于需要急剧转弯的场合,如墙柱拐角和室内顶棚等。
而管道蝶形引入皮线光缆采用子单元为缆芯,增加对称加强件、纵包阻水带、纵包铝塑带、挤制塑料外护套,使得蝶形光缆得到有效地保护,并增加了缆的抗弯曲强度,具有轻便、灵活和易敷设等特点,是FTTH光缆布线解决方案的中间布线(即连接小区与PON接口)备选产品之一。