
责任编辑:匿名 (未验证)
2012/02/27
作者:任保明 齐伟 郭静 宋云云
就光缆制造过程的技术含量和质量控制而言,二次套塑是极为重要的一道工序,光缆的机械性能和温度特性等在很大程度上取决于二次套塑的质量。二次套塑的制造工艺与其说是一门技术,不如说是一门艺术。要想生产出优质的束管,二次套塑工序中的设备、工艺、材料和环境四者必须完美配合。本文通过对影响束管质量的几大因素的阐述,重点分析了束管工序生产中的几大质量控制点并提出了正确的措施。
一、二套工序常见的质量问题:
A、生产束管时,光纤长度不一致,一盘纤先被拉完造成段长不符合计划要求
B、束管外观有疙瘩
C、生产过程中或生产下来后有断纤现象
D、余长不符合工艺要求
E、测试衰减系数大或曲线有台阶
F、同一管中光纤余长一致性差。
G、束管外径粗细不均匀
H、束管充油不充分,气泡多或间隔性无油
I、束管同心度差或结构尺寸不符合工艺要求
本文将围绕二套工序常出现的质量问题,从生产实际出发,找出问题的根源,并从根本上解决问题。将质量隐患消除在萌芽状态,为生产出高质量的光缆产品打下坚实的基础。
二、二套工序质量控制点:
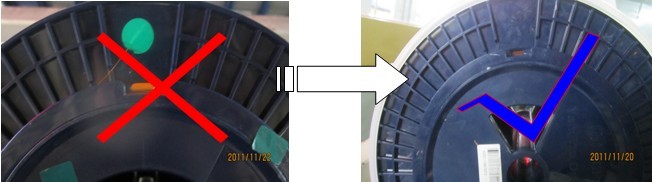
1、生产前检查盘具及标识
(1)计划盘号、计划长度与《计划单》不相符不允许使用(见图1);
2、余长控制
(1)光纤余长计算公式:
光纤余长 =(光纤or光纤带长度-束管长度)/束管长度*100%
(2)光纤在套管中的余长图以及余长测试方法(见图3):
对于刚产出的套管在20℃左右的室温下放置一小时左右,待套管充分冷却;在距套管外端40-50米处量取5-10米套管,用刀片同时将两端切除;抽出套管中的光纤,测量长度;根据余长公式计算余长值。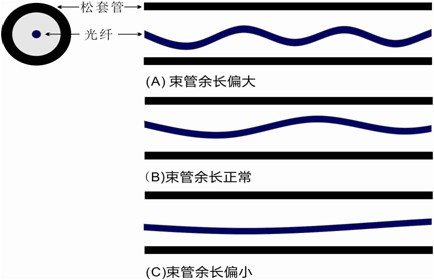
光缆在生产、安装和工作运行时,受到一定的拉力,缆将被拉伸一定的长度,在光缆被拉伸时,光纤不能受力,这样就要求光缆有一定的被拉伸窗口(一般光缆为0.5%,自承式光缆为0.8-1.0%)。
(4)放置时间对束管的影响:
实验证明放置时间对余长有大的影响,放置时间不易超过24小时。
3、PBT及色母料使用过程保持清洁
(1)PBT使用前将袋子清理干净,使用时避免灰尘或杂物入内(见图4、图5)
图4

图5
(2)色母料放置待用时,烘干盒子应该盖上盖子(图6)



为减少质量问题,要求每班必须停车清理油针和纤针!
5、模具和油针要正确安装
(1)模具和油针安装位置图
a、油针前后位置要适当(图9)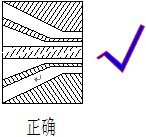

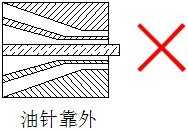
图9
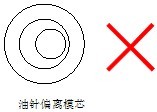
b、油针中心位置要合适(图10)

(2)模具和油针安装位置不合适容易出现质量问题
a、油针同心不良,会造成束管外观不良(图11)
(1)余长张力是我们日常生产中最常见调节余长的工艺参数之一(图13)。
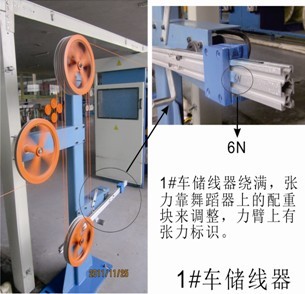
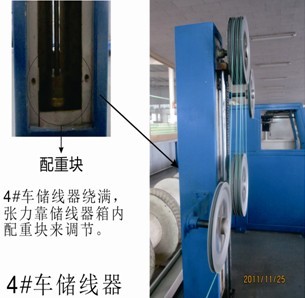
图13
(2)收线张力除使用配重调整,储线器缠绕圈数也可以起到调节作用:
(3)张力对余长的影响:
余长张力及收线张力的调节对余长变化比较敏感;余长张力调大时束管余长变小,相反张力调小时余长变大。
三、结束语
综合上述分析,束管的质量决定光缆的整体质量。通过长期积累,不断的实践,严格控制好束管生产的各质量控制点,不断的完善和改进,才能生产出优质产品,以达到进一步节约制造成本的目的。
一、二套工序常见的质量问题:
A、生产束管时,光纤长度不一致,一盘纤先被拉完造成段长不符合计划要求
B、束管外观有疙瘩
C、生产过程中或生产下来后有断纤现象
D、余长不符合工艺要求
E、测试衰减系数大或曲线有台阶
F、同一管中光纤余长一致性差。
G、束管外径粗细不均匀
H、束管充油不充分,气泡多或间隔性无油
I、束管同心度差或结构尺寸不符合工艺要求
本文将围绕二套工序常出现的质量问题,从生产实际出发,找出问题的根源,并从根本上解决问题。将质量隐患消除在萌芽状态,为生产出高质量的光缆产品打下坚实的基础。
二、二套工序质量控制点:
1、生产前检查盘具及标识
(1)计划盘号、计划长度与《计划单》不相符不允许使用(见图1);
图1
(2)光纤和光纤带检测不合格或标签标识不完整不允许使用(见图2);
图2
(3)盘具内端光纤和固定用的胶带要去掉,避免束管尾端受力。2、余长控制
(1)光纤余长计算公式:
光纤余长 =(光纤or光纤带长度-束管长度)/束管长度*100%
(2)光纤在套管中的余长图以及余长测试方法(见图3):
对于刚产出的套管在20℃左右的室温下放置一小时左右,待套管充分冷却;在距套管外端40-50米处量取5-10米套管,用刀片同时将两端切除;抽出套管中的光纤,测量长度;根据余长公式计算余长值。
图3
(3)束管余长在实际应用中的意义:光缆在生产、安装和工作运行时,受到一定的拉力,缆将被拉伸一定的长度,在光缆被拉伸时,光纤不能受力,这样就要求光缆有一定的被拉伸窗口(一般光缆为0.5%,自承式光缆为0.8-1.0%)。
(4)放置时间对束管的影响:
实验证明放置时间对余长有大的影响,放置时间不易超过24小时。
| 放置时间(h) | 1 | 36 | 48 |
| 余长变化(‰) | 0.5-0.7 | 1.5-1.9 | 2.0-3.5 |
(1)PBT使用前将袋子清理干净,使用时避免灰尘或杂物入内(见图4、图5)
图4
图5
图6
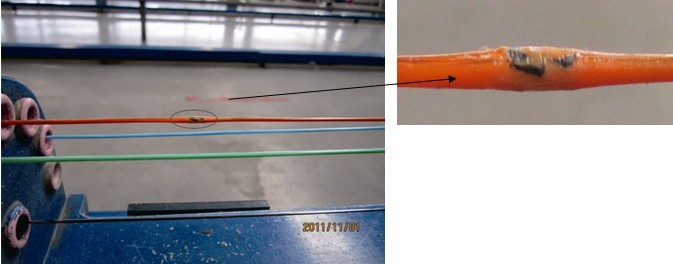
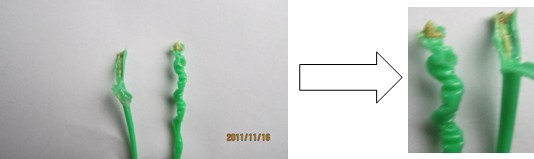
(3)灰尘或杂物造成束管疙瘩(图7)
图7
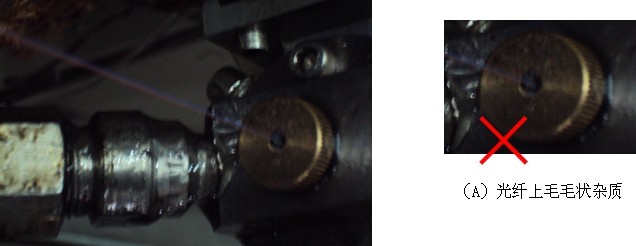
4、过纤瓷导和导轮要保持清洁(图8)
图8
导轮或瓷导不清洁、光纤上有毛毛状杂质,随光纤带入油针内时影响充油效果、造成光纤余长一致性差或断纤。为减少质量问题,要求每班必须停车清理油针和纤针!
5、模具和油针要正确安装
(1)模具和油针安装位置图
a、油针前后位置要适当(图9)
图9
图10
c、模具与分流器紧密结合,不能在模芯与分流器配合处漏胶(2)模具和油针安装位置不合适容易出现质量问题
a、油针同心不良,会造成束管外观不良(图11)
图11
b、油针前后位置不良,会在油针口处积胶,造成PBT胶疙瘩(图12)
图12
6、余长张力及收线张力的控制(1)余长张力是我们日常生产中最常见调节余长的工艺参数之一(图13)。
图13
| 储线器缠绕圈数(圈) | 3 | 2 |
| 束管收线张力(N) | 6-8 | 10-12 |
余长张力及收线张力的调节对余长变化比较敏感;余长张力调大时束管余长变小,相反张力调小时余长变大。
三、结束语
综合上述分析,束管的质量决定光缆的整体质量。通过长期积累,不断的实践,严格控制好束管生产的各质量控制点,不断的完善和改进,才能生产出优质产品,以达到进一步节约制造成本的目的。