
责任编辑:匿名 (未验证)
2012/05/31
作者:王飞
一、前言
随着FTTH、FTTO、FTTB等新名词的引进,室内光缆发展日益复杂化。新示范小区、楼宇改造、智能楼建设等等都要求光纤接入。运营商、非运营商均耗人力财力最大程度建设FTTX工程来满足日益繁华的信息时代。
随着信息化的推进,室内光缆的开发已经被个性化的凸显出来,跟室外光缆相比,设计理念、方案等等截然不同。户内环境不同于户外,室内光缆敷设场景一般分为:暗管敷设、楼道预留井敷设、高空跨接敷设、贴壁敷设等等。
无论是暗管敷设,还是波纹管灵活敷设,或者楼道预留井敷设,均存在一个共性:空间局限性。虽然敷设空间日益减小,但敷设空间内的内容却日益丰富。暗管、波纹管、预留井等等都是楼道建成后固定好了的,随着信息化时代的到来,管内的电缆、光缆等等并驾齐驱,丰富多彩。由于室内光缆具有细小、柔软等特点,导致光缆在穿暗管时难以穿进去;或者穿进去了,表面却被严重损伤(如图1、图2)等问题,影响客户的最终使用。 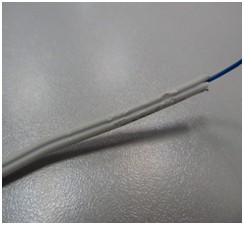

低摩擦系数引入光缆的开发,在一定程度上缓解狭小空间敷设带来的施工问题。
二、FTTH低摩擦系数引入光缆
摩擦力是两个表面接触的物体相互运动时互相施加的一种物理力。广义地讲物体在液体和气体中运动时也受到摩擦力。摩擦力这个词在日常生活中也经常被用来描述阻碍进展的力量。
(1)降低摩擦力常见的思维方式:减小受力面积(原尺寸2×3(mm)做成1.6×2(mm))。这种观念存在一定的争议,其实物理力学上早就证明了受力面积与摩擦力无关。
(2)摩擦力公式f=μF(F为正压力,μ为摩擦系数),根据该公式,减小摩擦系数才是最根本的降低摩擦力的方式。
1、试验方法
目前护套表面摩擦力,光缆行业并未提出明确的测试方法及其相关技术规范。因此本论文通过额定压力,比较受到摩擦力情况。
试验器材:高摩擦体(塑料泡沫图3)、弹簧秤(图4)、机械性能压扁机(图5)、胶带、样品缆若干。
试验步骤:
(1)将两块高摩擦体放至在机械性能压扁机上下两端;
(2)将光缆放置在高摩擦体中间;
(3)将弹簧秤一头与光缆通过胶带粘结起来;
(4)启动压扁机,固定力值,无位移现象发生;
(5)匀速拉动弹簧秤,记录数据;
(6)继续增加正面压力,匀速拉动弹簧秤记录数据,重复几次试验(图6)。并根据不同的压力,重复试验,记录数据。进行比较。



2、结构的设计
传统皮线光缆暗管敷设的时候,一般配备润滑液进行穿管。润滑液一般为有机物,有机物容易将含炭材料溶解,催速老化效果,并且环保性能差。
3、低摩擦系数引入光缆
传统皮线光缆(图7),便于开剥,适用冷接、快接,方便施工,剥后就是裸光纤。
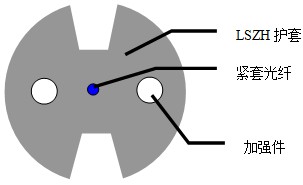
其衍生产品低摩擦系数引入光缆(图8),便于开剥,开剥后裸露出来是紧套光纤,进一步加强对光纤的保护。施工的时候直接进行暗管敷设,不需要配备润滑液之类降低摩擦系数产品。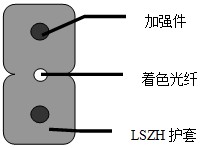
室内用光缆一般考虑弯曲性能优越、环保、防霉等区别于室外光缆的特性,因此材料选择低烟无卤阻燃聚烯烃。
传统的低烟无卤室内皮线光缆的护套料满足YD/T 1997-2009护套标准(如表2),满足热老化、断裂伸长率、耐热冲击、耐环境应力开裂、阻燃试验等等。
低摩擦系数引入光缆护套料不但需要选用低摩擦系数的材料为基材,添加一定的润滑剂,还要满足表2的各项护套性能指标。
5、生产工艺控制
本低摩擦系数引入光缆分两道工序:紧套光纤生产、成缆。关键工序:成缆工序。低摩擦系数引入光缆的低摩擦指数与模具的选用、紧套光纤放线张力、挤塑温度、模具温度、水槽温度、收线张力均有关联。
(1)配模
配模是否合理,直接影响挤塑的质量和产量,故配模是重要操作技能之一。由于塑料熔体离模后的变化,使得挤出线径并不等于模套的孔径,一方面由于牵引、冷却使制品挤包层截面收缩,外径减少;另一方面又由于离模后压力降至零,塑料弹性回复而胀大,离模后塑料层的形状尺寸的变化与物料性质、挤出温度及模具尺寸和挤出压力有关。模具的具体尺寸是由制品的规格和挤塑工艺参数决定的,选配好适当的模具,是生产高质量、低消耗产品的关键。
(2)紧套光纤放线张力
紧套光纤的放线张力关乎整根光缆的质量。外护套、加强件等一系列的措施均作为保护光纤的附属产品。光纤占整根光缆的1%不到,故放线张力的大小、稳定是最关键的技术。张力过大,引起光缆的附加损耗变大,张力过小引起堵塞模芯,成型出现问题。
(3)挤塑温度
在挤出成型操作中,温度是影响成型操作的主要因素之一。对挤出成型来说:料简温度、喷嘴温度、模具温度等对挤出成型的影响较大。
①料筒温度料筒温度对塑料的塑化与流动性有较大关系。塑件的成巧与温度息息相关。塑料原料是在料筒中加热熔化的,但是,温度过高易产生热氧化降解,从而影响塑件性能,同时给成型带来困难。有时虽然料筒温度低于塑料的分解温度,但在髙温时在料筒中停留时间过长.同样会发生降解。
②喷嘴温度对塑料的塑化和流动同样有较大影响。喷嘴温度一般低于料筒前端温度,这是为了防止熔料出现“流延现象”。
③模具温度模具温度对塑件的性能和表观质量有较大影响,模温的高低取决于塑料的特性以及塑件的尺寸、结构、性能以及其他工艺条件。控制模温的方法很多,如自然散热、水冷却、电加热等。护套料的充分熔化重塑直接与热老化、断裂伸长率、耐热冲击、耐环境应力开裂、阻燃等性能直接挂钩。
(4)水槽冷却水温度
水槽的功能水槽在定型套之后,它主要是把由定型套挤出的成型管浸入水中,进一步为管材降温冷却、固化定型。水槽中的循环冷却水应从管的出水槽端进冷却水,从管的进水槽端排出冷却水,以使管坯的降温由高温逐渐降至低温,防止管材骤然降温对产品产生较大应力,影响管材质量。冷却水温度控制与摩擦系数直接挂钩。
收线张力与盘具的使用与光缆的高低温试验,机械性能挂钩。
(5)低烟无卤阻燃聚烯烃基本测试
经过一段时间的试验,通过第三方检测,测试项目如表3。
综上所述,低摩擦系数的低烟无卤阻燃护套料的特征指标:阻燃性能,满足YD/T 1997-2009《接入网用蝶形引入光缆》的护套性能特征指标。
6)摩擦系数对比试验
图3的试验方法已经对低摩擦系数比较法进行了简单的阐述,并验证试验的可行性。参照图3的试验方法,选取3根同种规格不同型号衍生皮线缆进行对比,试验数据如下表4:
三、结束语
低摩擦系数引入光缆,最重要的是材料的选取及挤塑、水槽的冷却温度,因此在批量生产中,速度不宜过快,要让重塑后的外护套充分结晶,不能存在护套内应力,反之护套表面出现附着强度摩擦力,不利于施工、维护等。
随着FTTH、FTTO、FTTB等新名词的引进,室内光缆发展日益复杂化。新示范小区、楼宇改造、智能楼建设等等都要求光纤接入。运营商、非运营商均耗人力财力最大程度建设FTTX工程来满足日益繁华的信息时代。
随着信息化的推进,室内光缆的开发已经被个性化的凸显出来,跟室外光缆相比,设计理念、方案等等截然不同。户内环境不同于户外,室内光缆敷设场景一般分为:暗管敷设、楼道预留井敷设、高空跨接敷设、贴壁敷设等等。
无论是暗管敷设,还是波纹管灵活敷设,或者楼道预留井敷设,均存在一个共性:空间局限性。虽然敷设空间日益减小,但敷设空间内的内容却日益丰富。暗管、波纹管、预留井等等都是楼道建成后固定好了的,随着信息化时代的到来,管内的电缆、光缆等等并驾齐驱,丰富多彩。由于室内光缆具有细小、柔软等特点,导致光缆在穿暗管时难以穿进去;或者穿进去了,表面却被严重损伤(如图1、图2)等问题,影响客户的最终使用。
图1 图2
由此看来,未来的室内光缆敷设将面临着更加严峻的问题。狭小的室内空间怎么去开发?如何有效布局室内线路?这些都将成为关注的焦点。低摩擦系数引入光缆的开发,在一定程度上缓解狭小空间敷设带来的施工问题。
二、FTTH低摩擦系数引入光缆
摩擦力是两个表面接触的物体相互运动时互相施加的一种物理力。广义地讲物体在液体和气体中运动时也受到摩擦力。摩擦力这个词在日常生活中也经常被用来描述阻碍进展的力量。
(1)降低摩擦力常见的思维方式:减小受力面积(原尺寸2×3(mm)做成1.6×2(mm))。这种观念存在一定的争议,其实物理力学上早就证明了受力面积与摩擦力无关。
(2)摩擦力公式f=μF(F为正压力,μ为摩擦系数),根据该公式,减小摩擦系数才是最根本的降低摩擦力的方式。
1、试验方法
目前护套表面摩擦力,光缆行业并未提出明确的测试方法及其相关技术规范。因此本论文通过额定压力,比较受到摩擦力情况。
试验器材:高摩擦体(塑料泡沫图3)、弹簧秤(图4)、机械性能压扁机(图5)、胶带、样品缆若干。
试验步骤:
(1)将两块高摩擦体放至在机械性能压扁机上下两端;
(2)将光缆放置在高摩擦体中间;
(3)将弹簧秤一头与光缆通过胶带粘结起来;
(4)启动压扁机,固定力值,无位移现象发生;
(5)匀速拉动弹簧秤,记录数据;
(6)继续增加正面压力,匀速拉动弹簧秤记录数据,重复几次试验(图6)。并根据不同的压力,重复试验,记录数据。进行比较。
图3 图4 图5 图6
根据以上试验,准备两根光缆,一根2.0×3.0mm的皮线光缆、一根1.6×2.0mm的皮线光缆。分别进行试验,额定相同压力下,如表1所示。
表1 改变受力面积,额定压力下摩擦力记录
| 额定正面压力 | 250N | 400N | 530N | 700N | 900N |
| 2.0×3.0mm摩擦力 | 22N | 38N | 50N | 72N | 98N |
| 1.6×2.0mm摩擦力 | 24N | 38N | 50N | 70N | 90N |
综上表所示,2.0×3.0(mm)、1.6×2.0(mm)两根皮线缆在相同的额定压力,样品缆与高摩擦体充分接触情况下,两根样品缆受到的摩擦力基本不变。
一方面否认了“减小受力面积,降低摩擦力”这一研究方向,该研究方向争议较大;另一方面验证本论文试验方法的可行性。2、结构的设计
传统皮线光缆暗管敷设的时候,一般配备润滑液进行穿管。润滑液一般为有机物,有机物容易将含炭材料溶解,催速老化效果,并且环保性能差。
3、低摩擦系数引入光缆
传统皮线光缆(图7),便于开剥,适用冷接、快接,方便施工,剥后就是裸光纤。
其衍生产品低摩擦系数引入光缆(图8),便于开剥,开剥后裸露出来是紧套光纤,进一步加强对光纤的保护。施工的时候直接进行暗管敷设,不需要配备润滑液之类降低摩擦系数产品。
图7 图8
4、外护套的选择室内用光缆一般考虑弯曲性能优越、环保、防霉等区别于室外光缆的特性,因此材料选择低烟无卤阻燃聚烯烃。
传统的低烟无卤室内皮线光缆的护套料满足YD/T 1997-2009护套标准(如表2),满足热老化、断裂伸长率、耐热冲击、耐环境应力开裂、阻燃试验等等。
低摩擦系数引入光缆护套料不但需要选用低摩擦系数的材料为基材,添加一定的润滑剂,还要满足表2的各项护套性能指标。
表2 室内引用光缆低烟无卤阻燃护套的特性
| 序号 | 项目 | 单位 | 阻燃聚烯烃指标 |
| 1 | 抗拉强度热老化处理前(最小值) | MPa | 10.0 |
| 热老化处理后变化率︳TS︳(最大值) | % | 20 | |
| 热老化处理温度 | ℃ | 100±2 | |
| 热老化处理时间 | h | 125 | |
| 2 | 断裂伸长率 热老化处理前(最小值) | % | 125 |
| 热老化处理后(最小值) | % | 100 | |
| 热老化前后变化率︳EB︳(最大值) | % | 20 | |
| 热老化处理温度 | ℃ | 100±2 | |
| 热老化处理时间 | h | 24×10 | |
| 3 | 耐环境应力开裂(50℃,96h) | 个 | 0/10 |
| 4 | 阻燃性 | GB/T 18380.11-2008或 GB/T 18380.35-2008 |
|
| 5 | 烟密度 | GB/T 17651.2 | |
| 6 | 腐蚀性 | GB/T 17650.2 | |
本低摩擦系数引入光缆分两道工序:紧套光纤生产、成缆。关键工序:成缆工序。低摩擦系数引入光缆的低摩擦指数与模具的选用、紧套光纤放线张力、挤塑温度、模具温度、水槽温度、收线张力均有关联。
(1)配模
配模是否合理,直接影响挤塑的质量和产量,故配模是重要操作技能之一。由于塑料熔体离模后的变化,使得挤出线径并不等于模套的孔径,一方面由于牵引、冷却使制品挤包层截面收缩,外径减少;另一方面又由于离模后压力降至零,塑料弹性回复而胀大,离模后塑料层的形状尺寸的变化与物料性质、挤出温度及模具尺寸和挤出压力有关。模具的具体尺寸是由制品的规格和挤塑工艺参数决定的,选配好适当的模具,是生产高质量、低消耗产品的关键。
(2)紧套光纤放线张力
紧套光纤的放线张力关乎整根光缆的质量。外护套、加强件等一系列的措施均作为保护光纤的附属产品。光纤占整根光缆的1%不到,故放线张力的大小、稳定是最关键的技术。张力过大,引起光缆的附加损耗变大,张力过小引起堵塞模芯,成型出现问题。
(3)挤塑温度
在挤出成型操作中,温度是影响成型操作的主要因素之一。对挤出成型来说:料简温度、喷嘴温度、模具温度等对挤出成型的影响较大。
①料筒温度料筒温度对塑料的塑化与流动性有较大关系。塑件的成巧与温度息息相关。塑料原料是在料筒中加热熔化的,但是,温度过高易产生热氧化降解,从而影响塑件性能,同时给成型带来困难。有时虽然料筒温度低于塑料的分解温度,但在髙温时在料筒中停留时间过长.同样会发生降解。
②喷嘴温度对塑料的塑化和流动同样有较大影响。喷嘴温度一般低于料筒前端温度,这是为了防止熔料出现“流延现象”。
③模具温度模具温度对塑件的性能和表观质量有较大影响,模温的高低取决于塑料的特性以及塑件的尺寸、结构、性能以及其他工艺条件。控制模温的方法很多,如自然散热、水冷却、电加热等。护套料的充分熔化重塑直接与热老化、断裂伸长率、耐热冲击、耐环境应力开裂、阻燃等性能直接挂钩。
(4)水槽冷却水温度
水槽的功能水槽在定型套之后,它主要是把由定型套挤出的成型管浸入水中,进一步为管材降温冷却、固化定型。水槽中的循环冷却水应从管的出水槽端进冷却水,从管的进水槽端排出冷却水,以使管坯的降温由高温逐渐降至低温,防止管材骤然降温对产品产生较大应力,影响管材质量。冷却水温度控制与摩擦系数直接挂钩。
收线张力与盘具的使用与光缆的高低温试验,机械性能挂钩。
(5)低烟无卤阻燃聚烯烃基本测试
经过一段时间的试验,通过第三方检测,测试项目如表3。
表3 低摩擦系数护套检测数据
| 序号 | 检测项目 | 单位 | 技术要求 | 检测结果 | 结论 | ||
| 1 | 氧指数(护套) | — | — | 32.8 | — | ||
| 2 | PH(护套) | — | ≥4.3 | 6.2 | 合格 | ||
| 3 | 电导率(护套) | μS/mm | ≤10 | 0.8 | 合格 | ||
| 4 | 毒性指数(护套) | — | — | 3.9 | — | ||
| 5 | 单根火焰垂直蔓延试验 (供火时间60±2s) |
上支架下缘和炭化部分起始点之间距离 | mm | ≥50 | 425 | 合格 | |
| 上支架下缘与炭化部分下起始点之间的距离 | mm | ≤540 | 493 | ||||
| 6 | 卤酸气体总量(护套) | mg/g | ≤5 | 0.9 | 合格 | ||
| 7 | 烟密度 | 最小透光率 | % | ≥60 | 87 | 合格 | |
| 备注 | 护套材料氧指数测试样品由送检单位提供塑料粒子,经混炼机混炼和硫化机压制成试片后进行测试。 | ||||||
6)摩擦系数对比试验
图3的试验方法已经对低摩擦系数比较法进行了简单的阐述,并验证试验的可行性。参照图3的试验方法,选取3根同种规格不同型号衍生皮线缆进行对比,试验数据如下表4:
表4 不同护套料的摩擦力对比表
| 额定正面压力 | 250N | 400N | 530N | 700N |
| 护套A摩擦力 | 40N | 62N | 90N | / |
| 护套B摩擦力 | 34N | 58N | 83N | / |
| 低摩擦系数光缆 | 28N | 44N | 64N | 90N |
根据以上试验数据可以分析:在700N压力下,选取低摩擦系数基材的护套料,摩擦力为90N,依旧可以匀速相对运动,对改变光缆的摩擦系数有很大的帮助。
三、结束语
低摩擦系数引入光缆,最重要的是材料的选取及挤塑、水槽的冷却温度,因此在批量生产中,速度不宜过快,要让重塑后的外护套充分结晶,不能存在护套内应力,反之护套表面出现附着强度摩擦力,不利于施工、维护等。