
责任编辑:匿名 (未验证)
2010/04/29
作者:张宝贵 胡婧慧
一、前 言
低烟无卤聚烯烃材料具有优良的阻燃性能,燃烧时无卤酸气体放出,毒性和腐蚀性气体释放量极少,产生的烟雾浓度低,使得其被广泛采用在室内及各种公共场合。但大多数厂家还是对该材料的认识不够全面,存在着很多误区。
制造该材料的厂家在配方中加入了消烟剂、无机阻燃剂、润滑剂、偶联剂等添加剂,由于各成分的表面活化处理方式不同、用量不一,致使各厂家的低烟无卤阻燃聚烯烃材料的性能参差不齐,而且由于材料黏性大,相对流动性也就较差,挤出性能远不如普通PVC、PE料,给护套的挤出带来不少问题。所以,低烟无卤阻燃聚烯烃材料要想符合关键的技术指标,又要有良好的挤出加工性能,就必须对原材料进行合理的选择。原材料质量的优劣对电缆产品质量与挤出工艺有着直接的影响,因而选择合适的低烟无卤阻燃聚烯烃护套料极为重要。通过对各电缆厂家材料使用情况的跟踪显示,电缆护套最终性能的好坏不仅与所使用的低烟无卤阻燃聚烯烃护套料有关,还与电缆的挤出设备、加工工艺等因素有着非常密切的关系。本文就低烟无卤阻燃聚烯烃材料的选择、加工工艺和常见问题进行总结分析与探讨,以便与同行交流。
二、低烟无卤阻燃聚烯烃材料的关键技术指标
以下对低烟无卤阻燃聚烯烃材料的几个重要性能参数进行探讨:
1﹑阻燃性能及烟密度
几乎在所有生产厂家眼里,氧指数都代表了材料的阻燃性能。大多数人都认为,氧指数越高则阻燃性能就越好,或者说氧指数达标则材料阻燃性能就达标。
诚然,材料的氧指数值是评价一种材料相对燃烧性能的一种方法,但是把它作为设计或评定阻燃电缆性能好坏的依据是不充分的。
氧指数(OI)是指在规定的条件下,材料在氧氮混合气流中进行有焰燃烧所需的“最低”氧浓度。以氧所占的体积百分数的数值来表示。它是评价材料相对燃烧性的一种表示方法,以此判断材料在空气中与火焰接触时燃烧的难易程度,并不能完全代表材料的阻燃性能。材料的氧指数值不是一个恒值,它随着测试条件的变化而变化。材料的尺寸、点火位置、点火温度的不同都会导致氧指数值的不同。所以,材料的氧指数是对各种材料燃烧性能在简化了诸多复杂因素后限定在特定的试验标准条件下的一种比较,而这种比较只对试验条件下有效,一旦离开就会发生偏移。用氧指数值的大小来预测各种不同类别、不同结构布局、不同燃烧状态下的电缆阻燃性能的优劣是不合适的。
另外,有卤和无卤材料的氧指数高低和其阻燃性能相差较大。例如氧指数为28的PVC电缆在点燃后移走火源能逐渐自熄,而氧指数为32的无卤电缆在移走火源后仍然延燃不止。所以决定电缆阻燃性能的决不是所选用的材料标定氧指数值高低这一个因素,除此之外还有电缆结构的因素、导体材质和规格大小的因素、是否金属铠装的因素、选用的绝缘料密度、燃烧热值高低的因素和燃烧后的残存物能否成壳、隔热隔氧机能否释水、降温等等因素。
传统的无卤低烟阻燃聚烯烃材料是靠无机填充阻燃剂来实现其阻燃性能。有些厂家一味的追求低密度的无卤低烟阻燃聚烯烃材料而忽略了其阻燃性能。无卤材料无机阻燃剂的填充是会使材料的物理机械性能降低,密度增加,但其能有效的提高无卤低烟阻燃材料的阻燃性能。若只是为了控制无卤料生产厂家填充过多的无机填料以降低生产成本而将密度限制在一个较低的指标之下是不明智的,因为若无机阻燃剂比例过小而导致的密度减小会使该材料的阻燃性能变差,甚至达不到阻燃效果。一般用于考核成品电缆的阻燃能力的是成束燃烧试验,按IEC60332-3标准可分为A、B、C三类,A类最严格。
此外,烟密度也是一个很好的衡量一种无卤低烟阻燃材料料阻燃性能好坏的指标。它是指在一个密闭的空间中用火燃烧线缆,待火焰熄灭后测试最终的烟密度。烟密度的大小可以反映出该种材料制成电缆之后,在燃烧的条件下的透光率的大小以确保人们在烟雾中能看清道路,减少伤亡。
2﹑热变形性能
这是一个容易被忽视的却又是能代表了材料耐温等级的指标。一提到耐温性能,大家都会想到热老化性能,容易忽视掉热变形这一性能。那么对于热塑性低烟无卤阻燃料来说,热变形性能不好则意味着:①线缆护套熔点低,易变形。即在低于线缆最高使用温度时就能变软甚至融化,同时在外力及自重的作用下使线缆变形甚至破坏了线缆,从而使线缆失去正常保护;②线缆护套易开裂,即线缆局部受热时容易在较软的区域开裂,比如在阳光下暴晒或受到烘烤时会在暴晒和烘烤面开裂。
YD/T1113标准中对热变形试验条件有了明确的规定,即在负载1kg的条件下放入90℃烘箱中1h,其变形率不能超过20%,这是一个较为苛刻的试验条件。在考虑热变形的同时我们还需要考虑材料的流动性能,过好的热变形可能会导致材料的流动性变差。所以我们必须找到两者之间的平衡,使得材料具有良好的热变形的同时,还具有很好的流动性。
3﹑抗开裂性能
低烟无卤阻燃电缆较常见并令人头疼的问题是开裂问题,电缆往往还在电缆盘上时就会发生开裂。通常是线盘上的电缆护套最外层向阳面比阴面易发生开裂,大规格电缆比小规格电缆更易发生开裂,夏季发生的概率比冬季概率高。根据以上所观察的特点,认为电缆护套开裂与电缆弯曲受力有关。所以在选择低烟无卤阻燃材料时应考虑到抗开裂性能,在挤制低烟无卤阻燃材料的电缆时制定适合材料性能的生产工艺,其中最主要的是在挤制电缆外护套时要选用较小拉伸比的模具挤制,同时还要掌握适当的挤制温度,过低的温度会使材料塑化不透,过高的温度容易使材料分解。
通常有一个误区,认为无卤低烟阻燃材料的断裂伸长率越高,该材料的抗开裂性能就越好,所以用断裂伸长率的高低来作为检测开裂性能的一项指标。一般我们认为在YD/T1092,YD/T 1120,YD/T 901标准的环境试验中的热循环试验是一个能较好模拟现实状况的检验成品电缆护套开裂的试验方法,但必须加工成成品电缆后才能检测,并且试验周期较长,一般我们采用改进后的GB/T2951.31(等同 IEC 60811-3-1)方法被认为可以作为低烟无卤阻燃料的抗开裂性能检验方法。下面我们来介绍一下抗开裂试验方法:
(1)制备试样的设备
①裁刀:刀口尺寸为220 mm×7 mm
②金属圆棒长度为390mm,直径为6.0±0.15 mm的黄铜或不锈钢棒,金属棒配有六个用于固定试样的螺栓(详见图1)
③卷绕托架:用于夹持金属圆棒,卷绕试样(详见图2)
④空气烘箱:温度范围在(130±3)℃。 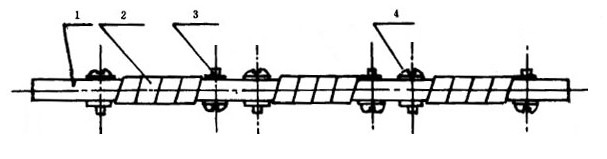
1-金属棒 2-试样 3-螺栓 4-螺母
图1 热开裂试验金属圆棒卷绕试样示意图


卷绕托架 卷绕试样
图2 抗开裂性能试验装置
(2)试样的制备
采用Ф 90~Ф 150挤出机制备,由单螺杆挤出机挤挤成管状样品(也可在电缆护套上取样),护套厚度控制在(3±0.5)mm,在温度为(23±2)℃,相对湿度为(50±2)%环境下存放至少4h后方可进行测试。每个试样应是用裁刀切取自护套上的窄条。窄条应沿挤出的轴线方向切取。
(3)试验步骤
①以3个试样为一组,每一金属棒上缠绕三个试样
②每个试样应在环境温度下紧密地在试棒上绕成螺旋形。具体方法为将试样的一端用螺栓固定在试棒上,另一端挂一定重量的砝码,再进行卷绕,卷绕圈数为6圈,再将另一端用螺栓固定后取下砝码。砝码的重量可以选取3 kg、5kg、7 kg,重量的选择视电缆规格大小而定(砝码挂重越重,抗开裂性能就越好)
③将固定好试样的金属棒放入到(130±3)℃的空气烘箱中,并保持1h
④检查试样的开裂情况,并记录试样破损情况和砝码的重量。
(4)试样的目测检查
用正常视力或矫正后的视力而不用放大镜进行检查时,试样位于两个固定螺栓之间的部分应无裂纹。
4﹑挤出性能
无卤低烟阻燃料由于其本身加入了大量的填充料,黏性很大,其挤出性能相对于其它材料要差一些,故大家都着力于挤出性能的改善,但非常好挤出的无卤材料也可能会存在以下问题:①阻燃剂添加量不足而导致阻燃性不够;②材料太软而造成耐温性不够,致使高温压力不合格,同时由于材料温度指数低及滴流,从而导致线缆阻燃性不合格;③烟密度和透光率超标。所以我们应该要在综合考虑各项性能的基础上来选择挤出性能较好的低烟无卤聚烯烃材料。
三、低烟无卤阻燃聚烯烃材料的挤制工艺
不同的挤制设备和挤制工艺对低烟无卤聚烯烃材料的性能也有很大的影响,根据低烟无卤阻燃聚烯烃材料本身的特殊性,对挤制设备和挤制工艺都有特殊的要求。
1﹑挤制设备
低烟无卤阻燃聚烯烃材料由于材料本身黏性大,相对的流动性也就较差,所以要选用主电机功率较大的挤出机,以防止电机过载烧坏。挤出设备的主要部件是螺杆,它关系到挤出机的应用范围和生产效率,为适应不同塑料加工的需要,螺杆的型式有许多种。低烟无卤阻燃电缆料中含有高填充的氢氧化镁或氢氧化铝,所以对于螺杆的选用来说一般选用普通型的低压缩比螺杆,而且它的压缩比不能过大,一般选用1.5:1比较适宜,使用此螺杆挤塑护套,其塑化效果好,螺杆负荷较小,护套表面质量较好,且能大大提高生产效率。
挤出过程中还有一个影响低烟无卤电缆料挤出的重要因素,那就是挤出机的冷却装置,挤出低烟无卤阻燃材料的设备,冷却装置必须要完好,因为低烟无卤聚烯烃材料的特殊性,在挤出过程中,因磨擦而产生大量的热,通过冷却装置的作用,才能很好地控制工艺温度。这是一个不可忽视的问题,如果温度过高将使线缆的表面产生气孔,温度过低又会使设备的整机电流加大,容易损伤设备。
2﹑挤制模具
低烟无卤阻燃材料的挤出关键工艺因素之一是挤出模具的设计。挤出模具分三种形式:挤压式、半挤管式和挤管式, 每种都有自身的优点,这需要我们根据电缆的结构和电缆的要求来选择。
由于低烟无卤电缆料填充材料高,这就导致它在熔融状态下熔体的强度、拉伸比和粘度与其它电缆材料存在着较大的差异,所以对模具的选配也有所不同,首先应是从模具的挤出方式上来选择(见图3)。

a 挤压式模具 b 半挤管式模具 c 挤管式模具
图3 挤制低烟无卤阻燃材料的模具
a.挤压式模具(一般适用于绝缘)靠压力通过模套实现定型,挤出的塑胶层结构紧密,外表平整;出胶量比挤管式低的多;选用免调式挤压式模具,操作更方便。
b.半挤管式模具(适用于大规格的,软结构的绝缘及护套要求紧密时使用)模具的成线段短,在挤出低烟无卤阻燃料时容易控制,比起挤压式模具要省料;但产品表面没有挤压式表面光亮。
c.挤管式模具(一般适用于护套)速度快;操作简单;配模方便;塑料经拉伸发生定向作用,使塑料的机械强度提高;护套厚度容易控制,通过调节速度来调整拉伸比,从而控制护套厚度;另外还可以通过抽气的方法来提高紧密程度,对提高拉伸比也有用;挤包松紧程度可以控制。
其次是模套的选择,使用挤压式模具时,由于材料的粘度较大,使得机头的压力很大,当挤出离开模具时会有所膨胀,所以模套应比实际尺寸要小一些。
最后低烟无卤阻燃料的机械性能没有普通型电缆料和低烟低卤的材料优越,其拉伸比小,所以在选择模具的时候也要充分考虑它的拉伸性能,这就要求模套的选配不能过大,建议配模的拉伸比控制在1.5左右,一般不超过2,否则在挤制电缆时容易脱料,电缆的表面不致密,而且挤包比较松。
3﹑挤制温度
无卤阻燃料在挤出过程中,温度决定了物料聚集状态以及物料的流动性。因此,温度是低烟无卤阻燃材料挤出工艺中最重要的工艺参数。由于低烟无卤阻燃护套料中含有较多的氢氧化铝或氢氧化镁无机填充剂(水化合物),导致胶料硬度高、流动性差,挤塑时生热大,特别是使用普通PVC的高压缩比螺杆生产时,螺腔内压力过大易导致剪切生热,使实际温度比设定的温度高许多,容易引起物料过热机械分解,放出水分,从而使线缆在离模后表面粗糙,有气孔,影响护套的机械物理性能。
但是当物料的挤出温度过低时,容易引起材料塑化不良。并且低烟无卤阻燃料在低温过低、未塑化良好的情况下通过模口挤出后表面仍然光滑,与正常挤出表面无任何差异。但是塑化不良的电缆护套的机械物理性能、耐温性能、燃烧性能往往达不到相应的标准。所以低温挤出时常会引起更大的经济损失。
选用压缩比为1.5:1的低压缩比无卤专用螺杆来挤出低烟无卤阻燃材料,可以大大降低材料的剪切热。为了达到更佳的挤塑质量,加工前将低烟无卤阻燃料置于有热风循环的料桶干燥器内对材料进行预热,温度可设置为70℃,时间为2~3小时。以Φ90护套机为例,其温度设定范围一般在90~160℃,温度偏差在±10℃,最高温度不超过170℃为宜。
4、过滤网
由于低烟无卤阻燃料黏性大,视机头压力的大小,过滤网可少加甚至也可以不加。各生产厂家的设备不同,当挤出机的机头压力过大时可采用加大分流导板的孔径,甚至可将分流导板的网孔全部去除,形成一个环形流道,使物料直接由机身进入机头。这样能大大减轻机头压力,从而提高生产效率。
四、无卤阻燃料在挤出时的常见问题及解决方法
1、电缆表面粗糙,严重的出现气泡,挤出材料层截面有气孔
可能原因:a.材料受潮;b.加工温度过高
推荐措施:A.对材料进行干燥处理,将材料置于设定温度70℃的热风干燥机内干燥2~3小时
B.降低螺杆转速或降低机身和模具的温度
2、电机电流过高,生产速度较慢,严重时螺杆无法转动
可能原因:a.进料区温度高,材料黏度高;b.反压力太大
推荐措施:A.降低加工温度,特别是降低进料区温度
B.选用小目数过滤筛网,甚至不用筛网(材料清洁)
C.选择螺杆转速处于合适的电流水平
3、挤出时电缆外径波动
可能原因:a.挤塑机出料不稳定;b.牵引不稳定;c.缆芯外径波动
推荐措施:A.降低挤塑机进料区温度,使材料在机筒内获得足够的、稳定的推力
B.检查配模,选择合理的模芯、模套配合
C.对不稳定的牵引系统维修
D.控制前道工序半制品外径
4、挤塑机电流高,反压力大,实际温度升高
可能原因:材料在机身内剪切力大,摩擦热严重
推荐措施:A.选用小目数过滤筛网,甚至不用筛网(材料清洁)
B.对材料进行干燥处理,有助于加工
C.采用低压缩比螺杆(无卤专用螺杆1.5比1)
5、挤塑后产品外径有环型现象(竹节)
可能原因:a.牵引不稳定,配模问题
推荐措施:A.稳定牵引系统
B.调整模芯、模套距离
6、挤塑模口有流延
可能原因:材料潮温,加料区温度较高,材料中潮气形成气体,同时由于加料区温度较高,材料较早融化,使得气体无法从进料口排出而向机头方向运行,从而在模口由于压力的突变而发生破裂
推荐措施:A.降低加料区温度,减缓粒料融化,从而使得气体从进料口排出
B.对材料进行干燥处理
C.增加模芯、模套的呈线长度
D.模芯、模套进行TEFLON涂层
六、结束语
新材料、新技术的发展以及市场对线缆产品的安全性、环保性的需求,无疑推动了线缆行业加工技术与新材料应用的革命。低烟无卤阻燃材料虽然已经大规模的应用在地铁、船舶、高层建筑、家用电器、移动基站等对安全及环保要求较高的场合,但由于在聚烯烃中添加了大量的无机阻燃填充剂,使材料的机械性能大大降低,使之应用受到一定的限制。但它具有低烟、低毒、阻燃等优异性能,只要在挤制中注意选择合适的模具与挤塑设备,掌握材料性能与挤出特性,是完全可以克服不利因素,稳定提升产品质量的。低烟无卤阻燃聚烯烃电缆具有广阔的市场前景,希望能够开发出性能更加平衡的材料。在降低单位长度电缆护套成本的同时,有效地推进无卤阻燃技术的应用,并且能为企业带来良好的经济效益与社会效益。
低烟无卤聚烯烃材料具有优良的阻燃性能,燃烧时无卤酸气体放出,毒性和腐蚀性气体释放量极少,产生的烟雾浓度低,使得其被广泛采用在室内及各种公共场合。但大多数厂家还是对该材料的认识不够全面,存在着很多误区。
制造该材料的厂家在配方中加入了消烟剂、无机阻燃剂、润滑剂、偶联剂等添加剂,由于各成分的表面活化处理方式不同、用量不一,致使各厂家的低烟无卤阻燃聚烯烃材料的性能参差不齐,而且由于材料黏性大,相对流动性也就较差,挤出性能远不如普通PVC、PE料,给护套的挤出带来不少问题。所以,低烟无卤阻燃聚烯烃材料要想符合关键的技术指标,又要有良好的挤出加工性能,就必须对原材料进行合理的选择。原材料质量的优劣对电缆产品质量与挤出工艺有着直接的影响,因而选择合适的低烟无卤阻燃聚烯烃护套料极为重要。通过对各电缆厂家材料使用情况的跟踪显示,电缆护套最终性能的好坏不仅与所使用的低烟无卤阻燃聚烯烃护套料有关,还与电缆的挤出设备、加工工艺等因素有着非常密切的关系。本文就低烟无卤阻燃聚烯烃材料的选择、加工工艺和常见问题进行总结分析与探讨,以便与同行交流。
二、低烟无卤阻燃聚烯烃材料的关键技术指标
以下对低烟无卤阻燃聚烯烃材料的几个重要性能参数进行探讨:
1﹑阻燃性能及烟密度
几乎在所有生产厂家眼里,氧指数都代表了材料的阻燃性能。大多数人都认为,氧指数越高则阻燃性能就越好,或者说氧指数达标则材料阻燃性能就达标。
诚然,材料的氧指数值是评价一种材料相对燃烧性能的一种方法,但是把它作为设计或评定阻燃电缆性能好坏的依据是不充分的。
氧指数(OI)是指在规定的条件下,材料在氧氮混合气流中进行有焰燃烧所需的“最低”氧浓度。以氧所占的体积百分数的数值来表示。它是评价材料相对燃烧性的一种表示方法,以此判断材料在空气中与火焰接触时燃烧的难易程度,并不能完全代表材料的阻燃性能。材料的氧指数值不是一个恒值,它随着测试条件的变化而变化。材料的尺寸、点火位置、点火温度的不同都会导致氧指数值的不同。所以,材料的氧指数是对各种材料燃烧性能在简化了诸多复杂因素后限定在特定的试验标准条件下的一种比较,而这种比较只对试验条件下有效,一旦离开就会发生偏移。用氧指数值的大小来预测各种不同类别、不同结构布局、不同燃烧状态下的电缆阻燃性能的优劣是不合适的。
另外,有卤和无卤材料的氧指数高低和其阻燃性能相差较大。例如氧指数为28的PVC电缆在点燃后移走火源能逐渐自熄,而氧指数为32的无卤电缆在移走火源后仍然延燃不止。所以决定电缆阻燃性能的决不是所选用的材料标定氧指数值高低这一个因素,除此之外还有电缆结构的因素、导体材质和规格大小的因素、是否金属铠装的因素、选用的绝缘料密度、燃烧热值高低的因素和燃烧后的残存物能否成壳、隔热隔氧机能否释水、降温等等因素。
传统的无卤低烟阻燃聚烯烃材料是靠无机填充阻燃剂来实现其阻燃性能。有些厂家一味的追求低密度的无卤低烟阻燃聚烯烃材料而忽略了其阻燃性能。无卤材料无机阻燃剂的填充是会使材料的物理机械性能降低,密度增加,但其能有效的提高无卤低烟阻燃材料的阻燃性能。若只是为了控制无卤料生产厂家填充过多的无机填料以降低生产成本而将密度限制在一个较低的指标之下是不明智的,因为若无机阻燃剂比例过小而导致的密度减小会使该材料的阻燃性能变差,甚至达不到阻燃效果。一般用于考核成品电缆的阻燃能力的是成束燃烧试验,按IEC60332-3标准可分为A、B、C三类,A类最严格。
此外,烟密度也是一个很好的衡量一种无卤低烟阻燃材料料阻燃性能好坏的指标。它是指在一个密闭的空间中用火燃烧线缆,待火焰熄灭后测试最终的烟密度。烟密度的大小可以反映出该种材料制成电缆之后,在燃烧的条件下的透光率的大小以确保人们在烟雾中能看清道路,减少伤亡。
2﹑热变形性能
这是一个容易被忽视的却又是能代表了材料耐温等级的指标。一提到耐温性能,大家都会想到热老化性能,容易忽视掉热变形这一性能。那么对于热塑性低烟无卤阻燃料来说,热变形性能不好则意味着:①线缆护套熔点低,易变形。即在低于线缆最高使用温度时就能变软甚至融化,同时在外力及自重的作用下使线缆变形甚至破坏了线缆,从而使线缆失去正常保护;②线缆护套易开裂,即线缆局部受热时容易在较软的区域开裂,比如在阳光下暴晒或受到烘烤时会在暴晒和烘烤面开裂。
YD/T1113标准中对热变形试验条件有了明确的规定,即在负载1kg的条件下放入90℃烘箱中1h,其变形率不能超过20%,这是一个较为苛刻的试验条件。在考虑热变形的同时我们还需要考虑材料的流动性能,过好的热变形可能会导致材料的流动性变差。所以我们必须找到两者之间的平衡,使得材料具有良好的热变形的同时,还具有很好的流动性。
3﹑抗开裂性能
低烟无卤阻燃电缆较常见并令人头疼的问题是开裂问题,电缆往往还在电缆盘上时就会发生开裂。通常是线盘上的电缆护套最外层向阳面比阴面易发生开裂,大规格电缆比小规格电缆更易发生开裂,夏季发生的概率比冬季概率高。根据以上所观察的特点,认为电缆护套开裂与电缆弯曲受力有关。所以在选择低烟无卤阻燃材料时应考虑到抗开裂性能,在挤制低烟无卤阻燃材料的电缆时制定适合材料性能的生产工艺,其中最主要的是在挤制电缆外护套时要选用较小拉伸比的模具挤制,同时还要掌握适当的挤制温度,过低的温度会使材料塑化不透,过高的温度容易使材料分解。
通常有一个误区,认为无卤低烟阻燃材料的断裂伸长率越高,该材料的抗开裂性能就越好,所以用断裂伸长率的高低来作为检测开裂性能的一项指标。一般我们认为在YD/T1092,YD/T 1120,YD/T 901标准的环境试验中的热循环试验是一个能较好模拟现实状况的检验成品电缆护套开裂的试验方法,但必须加工成成品电缆后才能检测,并且试验周期较长,一般我们采用改进后的GB/T2951.31(等同 IEC 60811-3-1)方法被认为可以作为低烟无卤阻燃料的抗开裂性能检验方法。下面我们来介绍一下抗开裂试验方法:
(1)制备试样的设备
①裁刀:刀口尺寸为220 mm×7 mm
②金属圆棒长度为390mm,直径为6.0±0.15 mm的黄铜或不锈钢棒,金属棒配有六个用于固定试样的螺栓(详见图1)
③卷绕托架:用于夹持金属圆棒,卷绕试样(详见图2)
④空气烘箱:温度范围在(130±3)℃。
1-金属棒 2-试样 3-螺栓 4-螺母
图1 热开裂试验金属圆棒卷绕试样示意图
卷绕托架 卷绕试样
图2 抗开裂性能试验装置
采用Ф 90~Ф 150挤出机制备,由单螺杆挤出机挤挤成管状样品(也可在电缆护套上取样),护套厚度控制在(3±0.5)mm,在温度为(23±2)℃,相对湿度为(50±2)%环境下存放至少4h后方可进行测试。每个试样应是用裁刀切取自护套上的窄条。窄条应沿挤出的轴线方向切取。
(3)试验步骤
①以3个试样为一组,每一金属棒上缠绕三个试样
②每个试样应在环境温度下紧密地在试棒上绕成螺旋形。具体方法为将试样的一端用螺栓固定在试棒上,另一端挂一定重量的砝码,再进行卷绕,卷绕圈数为6圈,再将另一端用螺栓固定后取下砝码。砝码的重量可以选取3 kg、5kg、7 kg,重量的选择视电缆规格大小而定(砝码挂重越重,抗开裂性能就越好)
③将固定好试样的金属棒放入到(130±3)℃的空气烘箱中,并保持1h
④检查试样的开裂情况,并记录试样破损情况和砝码的重量。
(4)试样的目测检查
用正常视力或矫正后的视力而不用放大镜进行检查时,试样位于两个固定螺栓之间的部分应无裂纹。
4﹑挤出性能
无卤低烟阻燃料由于其本身加入了大量的填充料,黏性很大,其挤出性能相对于其它材料要差一些,故大家都着力于挤出性能的改善,但非常好挤出的无卤材料也可能会存在以下问题:①阻燃剂添加量不足而导致阻燃性不够;②材料太软而造成耐温性不够,致使高温压力不合格,同时由于材料温度指数低及滴流,从而导致线缆阻燃性不合格;③烟密度和透光率超标。所以我们应该要在综合考虑各项性能的基础上来选择挤出性能较好的低烟无卤聚烯烃材料。
三、低烟无卤阻燃聚烯烃材料的挤制工艺
不同的挤制设备和挤制工艺对低烟无卤聚烯烃材料的性能也有很大的影响,根据低烟无卤阻燃聚烯烃材料本身的特殊性,对挤制设备和挤制工艺都有特殊的要求。
1﹑挤制设备
低烟无卤阻燃聚烯烃材料由于材料本身黏性大,相对的流动性也就较差,所以要选用主电机功率较大的挤出机,以防止电机过载烧坏。挤出设备的主要部件是螺杆,它关系到挤出机的应用范围和生产效率,为适应不同塑料加工的需要,螺杆的型式有许多种。低烟无卤阻燃电缆料中含有高填充的氢氧化镁或氢氧化铝,所以对于螺杆的选用来说一般选用普通型的低压缩比螺杆,而且它的压缩比不能过大,一般选用1.5:1比较适宜,使用此螺杆挤塑护套,其塑化效果好,螺杆负荷较小,护套表面质量较好,且能大大提高生产效率。
挤出过程中还有一个影响低烟无卤电缆料挤出的重要因素,那就是挤出机的冷却装置,挤出低烟无卤阻燃材料的设备,冷却装置必须要完好,因为低烟无卤聚烯烃材料的特殊性,在挤出过程中,因磨擦而产生大量的热,通过冷却装置的作用,才能很好地控制工艺温度。这是一个不可忽视的问题,如果温度过高将使线缆的表面产生气孔,温度过低又会使设备的整机电流加大,容易损伤设备。
2﹑挤制模具
低烟无卤阻燃材料的挤出关键工艺因素之一是挤出模具的设计。挤出模具分三种形式:挤压式、半挤管式和挤管式, 每种都有自身的优点,这需要我们根据电缆的结构和电缆的要求来选择。
由于低烟无卤电缆料填充材料高,这就导致它在熔融状态下熔体的强度、拉伸比和粘度与其它电缆材料存在着较大的差异,所以对模具的选配也有所不同,首先应是从模具的挤出方式上来选择(见图3)。
a 挤压式模具 b 半挤管式模具 c 挤管式模具
图3 挤制低烟无卤阻燃材料的模具
b.半挤管式模具(适用于大规格的,软结构的绝缘及护套要求紧密时使用)模具的成线段短,在挤出低烟无卤阻燃料时容易控制,比起挤压式模具要省料;但产品表面没有挤压式表面光亮。
c.挤管式模具(一般适用于护套)速度快;操作简单;配模方便;塑料经拉伸发生定向作用,使塑料的机械强度提高;护套厚度容易控制,通过调节速度来调整拉伸比,从而控制护套厚度;另外还可以通过抽气的方法来提高紧密程度,对提高拉伸比也有用;挤包松紧程度可以控制。
其次是模套的选择,使用挤压式模具时,由于材料的粘度较大,使得机头的压力很大,当挤出离开模具时会有所膨胀,所以模套应比实际尺寸要小一些。
最后低烟无卤阻燃料的机械性能没有普通型电缆料和低烟低卤的材料优越,其拉伸比小,所以在选择模具的时候也要充分考虑它的拉伸性能,这就要求模套的选配不能过大,建议配模的拉伸比控制在1.5左右,一般不超过2,否则在挤制电缆时容易脱料,电缆的表面不致密,而且挤包比较松。
3﹑挤制温度
无卤阻燃料在挤出过程中,温度决定了物料聚集状态以及物料的流动性。因此,温度是低烟无卤阻燃材料挤出工艺中最重要的工艺参数。由于低烟无卤阻燃护套料中含有较多的氢氧化铝或氢氧化镁无机填充剂(水化合物),导致胶料硬度高、流动性差,挤塑时生热大,特别是使用普通PVC的高压缩比螺杆生产时,螺腔内压力过大易导致剪切生热,使实际温度比设定的温度高许多,容易引起物料过热机械分解,放出水分,从而使线缆在离模后表面粗糙,有气孔,影响护套的机械物理性能。
但是当物料的挤出温度过低时,容易引起材料塑化不良。并且低烟无卤阻燃料在低温过低、未塑化良好的情况下通过模口挤出后表面仍然光滑,与正常挤出表面无任何差异。但是塑化不良的电缆护套的机械物理性能、耐温性能、燃烧性能往往达不到相应的标准。所以低温挤出时常会引起更大的经济损失。
选用压缩比为1.5:1的低压缩比无卤专用螺杆来挤出低烟无卤阻燃材料,可以大大降低材料的剪切热。为了达到更佳的挤塑质量,加工前将低烟无卤阻燃料置于有热风循环的料桶干燥器内对材料进行预热,温度可设置为70℃,时间为2~3小时。以Φ90护套机为例,其温度设定范围一般在90~160℃,温度偏差在±10℃,最高温度不超过170℃为宜。
4、过滤网
由于低烟无卤阻燃料黏性大,视机头压力的大小,过滤网可少加甚至也可以不加。各生产厂家的设备不同,当挤出机的机头压力过大时可采用加大分流导板的孔径,甚至可将分流导板的网孔全部去除,形成一个环形流道,使物料直接由机身进入机头。这样能大大减轻机头压力,从而提高生产效率。
四、无卤阻燃料在挤出时的常见问题及解决方法
1、电缆表面粗糙,严重的出现气泡,挤出材料层截面有气孔
可能原因:a.材料受潮;b.加工温度过高
推荐措施:A.对材料进行干燥处理,将材料置于设定温度70℃的热风干燥机内干燥2~3小时
B.降低螺杆转速或降低机身和模具的温度
2、电机电流过高,生产速度较慢,严重时螺杆无法转动
可能原因:a.进料区温度高,材料黏度高;b.反压力太大
推荐措施:A.降低加工温度,特别是降低进料区温度
B.选用小目数过滤筛网,甚至不用筛网(材料清洁)
C.选择螺杆转速处于合适的电流水平
3、挤出时电缆外径波动
可能原因:a.挤塑机出料不稳定;b.牵引不稳定;c.缆芯外径波动
推荐措施:A.降低挤塑机进料区温度,使材料在机筒内获得足够的、稳定的推力
B.检查配模,选择合理的模芯、模套配合
C.对不稳定的牵引系统维修
D.控制前道工序半制品外径
4、挤塑机电流高,反压力大,实际温度升高
可能原因:材料在机身内剪切力大,摩擦热严重
推荐措施:A.选用小目数过滤筛网,甚至不用筛网(材料清洁)
B.对材料进行干燥处理,有助于加工
C.采用低压缩比螺杆(无卤专用螺杆1.5比1)
5、挤塑后产品外径有环型现象(竹节)
可能原因:a.牵引不稳定,配模问题
推荐措施:A.稳定牵引系统
B.调整模芯、模套距离
6、挤塑模口有流延
可能原因:材料潮温,加料区温度较高,材料中潮气形成气体,同时由于加料区温度较高,材料较早融化,使得气体无法从进料口排出而向机头方向运行,从而在模口由于压力的突变而发生破裂
推荐措施:A.降低加料区温度,减缓粒料融化,从而使得气体从进料口排出
B.对材料进行干燥处理
C.增加模芯、模套的呈线长度
D.模芯、模套进行TEFLON涂层
六、结束语
新材料、新技术的发展以及市场对线缆产品的安全性、环保性的需求,无疑推动了线缆行业加工技术与新材料应用的革命。低烟无卤阻燃材料虽然已经大规模的应用在地铁、船舶、高层建筑、家用电器、移动基站等对安全及环保要求较高的场合,但由于在聚烯烃中添加了大量的无机阻燃填充剂,使材料的机械性能大大降低,使之应用受到一定的限制。但它具有低烟、低毒、阻燃等优异性能,只要在挤制中注意选择合适的模具与挤塑设备,掌握材料性能与挤出特性,是完全可以克服不利因素,稳定提升产品质量的。低烟无卤阻燃聚烯烃电缆具有广阔的市场前景,希望能够开发出性能更加平衡的材料。在降低单位长度电缆护套成本的同时,有效地推进无卤阻燃技术的应用,并且能为企业带来良好的经济效益与社会效益。