
责任编辑:匿名 (未验证)
2015/02/05
作者:赵现伟 史烨婷 鲁 鸽 牟龙兴 张书强
摘要:本文介绍了自主开发的油膏填充式骨架缆的制造过程、制造工艺以及质量控制点,满足了湿度大、有较大冲击力风险等特殊使用环境对骨架缆的需求。
关键词:骨架式、油膏填充、光纤带工艺、阻水性能良好、耐强冲击
引言
近年来,我国信息通信网络建设持续大规模建设,特别是随着FTTx的发展,光纤到户、光纤到高层建筑的应用越来越普遍,光纤销量逐年增加,我国已成为全球最大的光纤消费市场。市场分析人士预测,近几年,在4G/5G以及物联网的建设对光纤需求相对稳定的背景下,宽带建设对光纤的需求将毫无悬念的增加,从而带动光纤市场出现爆发性增长。特别是各大运营商正在加紧实施“光网城市”,虽然“宽带中国”战略的具体落实情况还需要一定的时间,但运营企业早已经开始加大宽带网络建设的力度,促进了光纤带光缆需求的增加。
骨架式光纤带光缆具有各项优良的性能,比如骨架式结构光缆光纤密度高,光缆直径小,重量轻,便于敷设;骨架式结构抗侧压和抗冲击性能优异,对光纤带有良好的保护作用;采用光纤带结构缩短了接续的时间,施工效率大大提高等;骨架式光缆在施工中可进行“开天窗”,光纤带能方便的从骨架槽中取出,不需剪断光缆,便于分支施工;骨架式光缆具有优越的光学、机械和环境性能。以上种种优点为各大运营商和施工人员所青睐,在光纤带光缆的订单中比例逐年提高。
目前骨架缆市场主要应用的为干式单骨架缆——采用无纤膏填充的全干式阻水结构,在骨架缆芯外绕包阻水带以达到防潮、阻水的目的。但因其骨架槽中有一定的空隙,对于湿度较大、雨水较大或敷设在管道里的骨架缆,会影响其防潮性能,降低使用寿命。本文介绍的一种新型骨架缆,是一种在气候潮湿区域有良好的防潮性能的骨架缆——油膏填充式骨架缆,即在光纤带导入骨架后,包阻水带前进行油膏填充,保障骨架槽中的光纤带被纤膏有效的保护起来,以起到油膏+阻水带双重阻水的效果。
一、油膏填充式骨架缆的特点和应用
常规松套管层绞式光缆虽采用油膏填充式结构,但大芯数光缆存在外径较大,光纤占空间比较低,耐大压力、耐强冲击性能不理想等缺陷;单骨架大芯数光缆光纤占空比高,耐大压力、耐强冲击力性能好,但其骨架槽中有一定的空隙,对于湿度较大、雨水较大或敷设在管道里的骨架缆,会影响其使用寿命。针对以上两种结构光缆的不足,本文介绍油膏填充式骨架缆在保留了原有骨架缆优异的光学、机械性能的基础上,能够满足湿度大、有较大冲击力风险使用环境的需求,开拓了骨架缆应用的新市场。
二、油膏填充式骨架缆制造工艺
为了便于说明和理解,我们以生产GYDGTA 288B1.3 为例进行说明。
1、骨架槽制造标准
(1)光缆结构图(如图1、图2)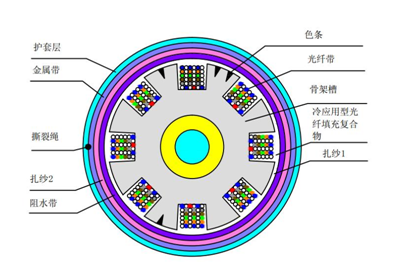
①光纤带入槽后,缆芯外缠绕扎纱,防止缆芯充油过程中光纤带跳出骨架槽;
②对骨架槽进行填充充油(冷应用型光纤填充复合物);
③充油后缆芯进行阻水带的纵包,在阻水带外缠绕扎纱。
(2)骨架槽制造标准
根据所要开发的产品型号和规格,公司技术人员首先对其进行了设计,主要针对骨架槽和骨架成缆进行了设计,根据光纤带的几何参数、光缆的抗拉强度、抗压扁强度等进行了综合的考虑,设计出性能优良和成本合理的骨架槽,并编制了骨架制造标准,骨架槽截面图见表1:
骨架槽的生产由加强件放线、加热装置、挤塑机装置、冷却装置、外径测试仪、收线装置等构成,具体的工艺流程图见图3。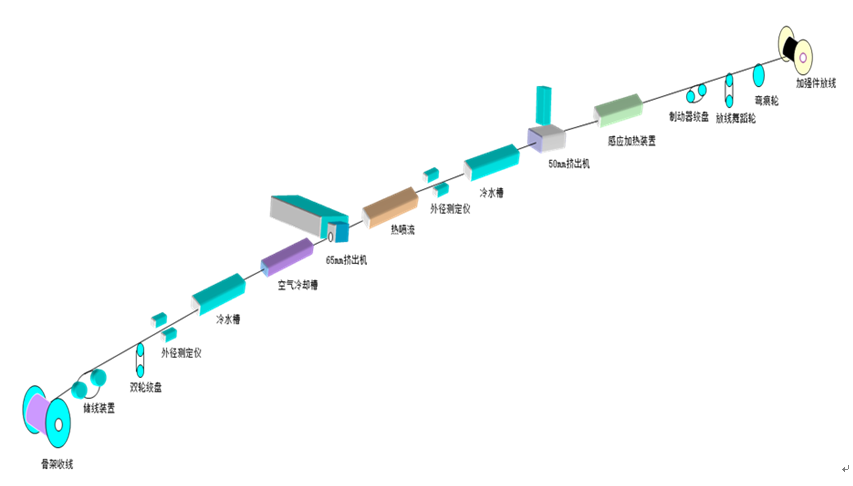
(1)骨架缆的生产流程图
骨架缆生产工序主要由骨架槽放线装置、光纤带放线装置、入槽装置、扎纱装置、充油装置、包带绕包装置和收线装置等组成,具体的工艺流程图见图4: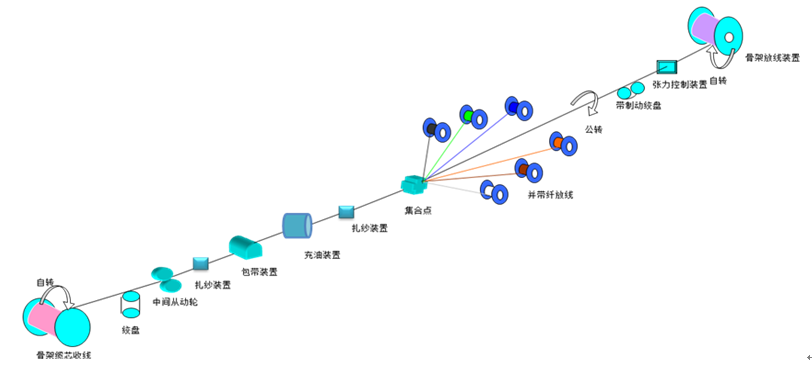
光纤带的入槽工序主要控制光纤带在光缆中的余长和光纤带能顺畅的进入骨架槽这两个方面,在实际生产过程中需要控制以下几方面的参数:骨架的放线张力、骨架张力、光纤带的放线张力、阻水带包带张力、收线张力等。
余长的控制:骨架光缆中,光纤带的余长主要是通过将骨架拉伸后再将光纤带放入骨架槽内获得。在骨架成缆过程中,骨架的受力过程分为两段,即放线段受力过程和收线段受力过程,可以通过设置放线张力大于收线张力的工艺参数,形成张力差,使骨架形成一定的收缩。另一方面,光纤带的成缆放线张力都较小,产生的拉伸几乎为零。因此,施加在骨架上的张力释放后,骨架的收缩就会形成使光纤带相对于骨架产生一定的富余量,即形成了所谓的余长。在整个的生产过程中必须保证放线、收线张力恒定,才能确保形成一个稳定的余长。
光纤带及其放线张力:在骨架式光缆成缆的过程中,光纤带是由不同的方向进入骨架槽,因此每个光纤带的放线张力应保持统一、稳定。光纤带的两根“边纤”的衰减对于扭转弯曲特别敏感,因此需对光纤带的“边纤”的MAC值做筛选,以便“边纤”得到合格的衰减指标。
(3)缆芯扎纱和充油制造工艺
①扎纱张力的控制及扎纱的续接
骨架成缆生产过程中扎纱的张力通过张力控制器转动调节。扎纱续接时不可以通过扎纱与扎纱之间打结来完成,因为打结会产生疙瘩,疙瘩会硌伤光纤带。正确的续接方法为:将需要更换的扎纱反方向缠绕到骨架上,然后拉紧,利用扎纱来捆绑扎纱。
②充油装置充油量的调节
充油机是靠气压来调节充油量大小。气压过大,充油量过大,缆芯充油过度会造成阻水带搭接处油膏的溢出,增加物料成本,不便于盘具的清理;气压过小,充油管道内会出现气泡,造成空喷现象。为将充油量控制稳定,经多次试验后将充油机的气压调大(生产中指针调节到1.5刻度线左右),然后增加了充油处分流阀,充油量大以后,利用分流阀来分流,这样,既没有气泡产生,又可以达到稳定的充油效果。
③阻水带的续接
在骨架成缆的过程中,阻水带的绕包是很重要的一个环节。阻水带在骨架式光缆中有两个作用,一为保护光纤带不被接下来的生产工序所破坏,二为在光缆的使用中发挥阻水的作用。在绕包的过程中,首先阻水带必须紧实平整的绕包在骨架上,其次阻水带必须搭接绕包,否则,骨架槽中的顶层光纤带会受到阻水带的不良影响,轻者造成光纤带衰减的增加,重者导致断纤或断光纤带等质量事故。
阻水带续接时不可以使用502胶水来粘接,因502胶水滴到阻水带上时,阻水带会变硬,无法弯曲纵包。可使用透明胶带进行粘接,续接时需要将阻水带张力调到10N,低速生产,待接头位置被扎纱NO.2捆绑后,再将张力调整到40N,升速生产。
三、油膏填充式骨架缆的质量控制
1、护套下机成品的衰减情况
1310窗口的衰减指标为:0.33-0.35 dB/km;
1550窗口的衰减指标为:0.19-0.22 dB/km;
从测试的衰减指标来看,下机成品的衰减指标均在合格范围内,符合要求。
2、护套下机成品机械性能试验情况
(1)拉伸性能试验
在长期拉应力(600N)作用下,光纤无明显附加衰减,光纤应变为0.045%(要求光纤无明显附加衰减,光纤应变≤0.05%);
在短期拉应力(1500N)的作用下,光纤无明显附加衰减,光纤应变为0.115%(要求光纤无明显附加衰减,光纤应变≤0.25%)。
(2)其他机械性能试验
其他机械性能试验(包括冲击、扭转、弯曲)光纤均无明显衰减和应变,也无目力可见开裂,均符合标准要求。
3、护套成品高低温试验情况
1310窗口的附加衰减为0-0.087 dB/km;1550窗口的附加衰减为0-0.085 dB/km;经过高低温试验,两窗口A(低温采用-40 °C,高温采用70 °C,两个循环)均无明显衰减,符合光缆温度附加衰减的2级要求。
四、结束语
1、经过此次对油膏填充式骨架缆的开发,光缆下机的各项性能指标均符合并优于行业标准YD/T 981.1-2009。
2、通过此次开发的油膏填充式骨架缆,满足了湿度比较大、有较大冲击力风险的使用环境中对于骨架缆的需求,开拓了骨架缆应用的市场。
3、通过此次新产品的开发,提升了研发人员的技能,为以后新产品的开发积累了丰富的经验。
关键词:骨架式、油膏填充、光纤带工艺、阻水性能良好、耐强冲击
引言
近年来,我国信息通信网络建设持续大规模建设,特别是随着FTTx的发展,光纤到户、光纤到高层建筑的应用越来越普遍,光纤销量逐年增加,我国已成为全球最大的光纤消费市场。市场分析人士预测,近几年,在4G/5G以及物联网的建设对光纤需求相对稳定的背景下,宽带建设对光纤的需求将毫无悬念的增加,从而带动光纤市场出现爆发性增长。特别是各大运营商正在加紧实施“光网城市”,虽然“宽带中国”战略的具体落实情况还需要一定的时间,但运营企业早已经开始加大宽带网络建设的力度,促进了光纤带光缆需求的增加。
骨架式光纤带光缆具有各项优良的性能,比如骨架式结构光缆光纤密度高,光缆直径小,重量轻,便于敷设;骨架式结构抗侧压和抗冲击性能优异,对光纤带有良好的保护作用;采用光纤带结构缩短了接续的时间,施工效率大大提高等;骨架式光缆在施工中可进行“开天窗”,光纤带能方便的从骨架槽中取出,不需剪断光缆,便于分支施工;骨架式光缆具有优越的光学、机械和环境性能。以上种种优点为各大运营商和施工人员所青睐,在光纤带光缆的订单中比例逐年提高。
目前骨架缆市场主要应用的为干式单骨架缆——采用无纤膏填充的全干式阻水结构,在骨架缆芯外绕包阻水带以达到防潮、阻水的目的。但因其骨架槽中有一定的空隙,对于湿度较大、雨水较大或敷设在管道里的骨架缆,会影响其防潮性能,降低使用寿命。本文介绍的一种新型骨架缆,是一种在气候潮湿区域有良好的防潮性能的骨架缆——油膏填充式骨架缆,即在光纤带导入骨架后,包阻水带前进行油膏填充,保障骨架槽中的光纤带被纤膏有效的保护起来,以起到油膏+阻水带双重阻水的效果。
一、油膏填充式骨架缆的特点和应用
常规松套管层绞式光缆虽采用油膏填充式结构,但大芯数光缆存在外径较大,光纤占空间比较低,耐大压力、耐强冲击性能不理想等缺陷;单骨架大芯数光缆光纤占空比高,耐大压力、耐强冲击力性能好,但其骨架槽中有一定的空隙,对于湿度较大、雨水较大或敷设在管道里的骨架缆,会影响其使用寿命。针对以上两种结构光缆的不足,本文介绍油膏填充式骨架缆在保留了原有骨架缆优异的光学、机械性能的基础上,能够满足湿度大、有较大冲击力风险使用环境的需求,开拓了骨架缆应用的新市场。
二、油膏填充式骨架缆制造工艺
为了便于说明和理解,我们以生产GYDGTA 288B1.3 为例进行说明。
1、骨架槽制造标准
(1)光缆结构图(如图1、图2)
图1 GYDGTA 288B1.3油膏填充式骨架缆结构图
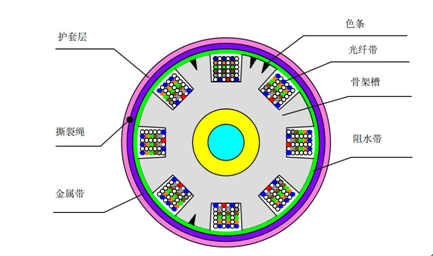
图2 GYDGA 288B1.3干式单骨架光缆结构图
与干式单骨架缆结构上的区别为:①光纤带入槽后,缆芯外缠绕扎纱,防止缆芯充油过程中光纤带跳出骨架槽;
②对骨架槽进行填充充油(冷应用型光纤填充复合物);
③充油后缆芯进行阻水带的纵包,在阻水带外缠绕扎纱。
(2)骨架槽制造标准
根据所要开发的产品型号和规格,公司技术人员首先对其进行了设计,主要针对骨架槽和骨架成缆进行了设计,根据光纤带的几何参数、光缆的抗拉强度、抗压扁强度等进行了综合的考虑,设计出性能优良和成本合理的骨架槽,并编制了骨架制造标准,骨架槽截面图见表1:
表1 GYDGTA 288B1.3骨架槽

2、骨架槽的制作过程骨架槽的生产由加强件放线、加热装置、挤塑机装置、冷却装置、外径测试仪、收线装置等构成,具体的工艺流程图见图3。
图3 骨架生产流程图
3、骨架缆芯的制作过程(1)骨架缆的生产流程图
骨架缆生产工序主要由骨架槽放线装置、光纤带放线装置、入槽装置、扎纱装置、充油装置、包带绕包装置和收线装置等组成,具体的工艺流程图见图4:
图4 骨架成缆生产流程图
(2)光纤带入槽制造工艺光纤带的入槽工序主要控制光纤带在光缆中的余长和光纤带能顺畅的进入骨架槽这两个方面,在实际生产过程中需要控制以下几方面的参数:骨架的放线张力、骨架张力、光纤带的放线张力、阻水带包带张力、收线张力等。
余长的控制:骨架光缆中,光纤带的余长主要是通过将骨架拉伸后再将光纤带放入骨架槽内获得。在骨架成缆过程中,骨架的受力过程分为两段,即放线段受力过程和收线段受力过程,可以通过设置放线张力大于收线张力的工艺参数,形成张力差,使骨架形成一定的收缩。另一方面,光纤带的成缆放线张力都较小,产生的拉伸几乎为零。因此,施加在骨架上的张力释放后,骨架的收缩就会形成使光纤带相对于骨架产生一定的富余量,即形成了所谓的余长。在整个的生产过程中必须保证放线、收线张力恒定,才能确保形成一个稳定的余长。
光纤带及其放线张力:在骨架式光缆成缆的过程中,光纤带是由不同的方向进入骨架槽,因此每个光纤带的放线张力应保持统一、稳定。光纤带的两根“边纤”的衰减对于扭转弯曲特别敏感,因此需对光纤带的“边纤”的MAC值做筛选,以便“边纤”得到合格的衰减指标。
(3)缆芯扎纱和充油制造工艺
①扎纱张力的控制及扎纱的续接
骨架成缆生产过程中扎纱的张力通过张力控制器转动调节。扎纱续接时不可以通过扎纱与扎纱之间打结来完成,因为打结会产生疙瘩,疙瘩会硌伤光纤带。正确的续接方法为:将需要更换的扎纱反方向缠绕到骨架上,然后拉紧,利用扎纱来捆绑扎纱。
②充油装置充油量的调节
充油机是靠气压来调节充油量大小。气压过大,充油量过大,缆芯充油过度会造成阻水带搭接处油膏的溢出,增加物料成本,不便于盘具的清理;气压过小,充油管道内会出现气泡,造成空喷现象。为将充油量控制稳定,经多次试验后将充油机的气压调大(生产中指针调节到1.5刻度线左右),然后增加了充油处分流阀,充油量大以后,利用分流阀来分流,这样,既没有气泡产生,又可以达到稳定的充油效果。
③阻水带的续接
在骨架成缆的过程中,阻水带的绕包是很重要的一个环节。阻水带在骨架式光缆中有两个作用,一为保护光纤带不被接下来的生产工序所破坏,二为在光缆的使用中发挥阻水的作用。在绕包的过程中,首先阻水带必须紧实平整的绕包在骨架上,其次阻水带必须搭接绕包,否则,骨架槽中的顶层光纤带会受到阻水带的不良影响,轻者造成光纤带衰减的增加,重者导致断纤或断光纤带等质量事故。
阻水带续接时不可以使用502胶水来粘接,因502胶水滴到阻水带上时,阻水带会变硬,无法弯曲纵包。可使用透明胶带进行粘接,续接时需要将阻水带张力调到10N,低速生产,待接头位置被扎纱NO.2捆绑后,再将张力调整到40N,升速生产。
三、油膏填充式骨架缆的质量控制
1、护套下机成品的衰减情况
1310窗口的衰减指标为:0.33-0.35 dB/km;
1550窗口的衰减指标为:0.19-0.22 dB/km;
从测试的衰减指标来看,下机成品的衰减指标均在合格范围内,符合要求。
2、护套下机成品机械性能试验情况
(1)拉伸性能试验
在长期拉应力(600N)作用下,光纤无明显附加衰减,光纤应变为0.045%(要求光纤无明显附加衰减,光纤应变≤0.05%);
在短期拉应力(1500N)的作用下,光纤无明显附加衰减,光纤应变为0.115%(要求光纤无明显附加衰减,光纤应变≤0.25%)。
(2)其他机械性能试验
其他机械性能试验(包括冲击、扭转、弯曲)光纤均无明显衰减和应变,也无目力可见开裂,均符合标准要求。
3、护套成品高低温试验情况
1310窗口的附加衰减为0-0.087 dB/km;1550窗口的附加衰减为0-0.085 dB/km;经过高低温试验,两窗口A(低温采用-40 °C,高温采用70 °C,两个循环)均无明显衰减,符合光缆温度附加衰减的2级要求。
四、结束语
1、经过此次对油膏填充式骨架缆的开发,光缆下机的各项性能指标均符合并优于行业标准YD/T 981.1-2009。
2、通过此次开发的油膏填充式骨架缆,满足了湿度比较大、有较大冲击力风险的使用环境中对于骨架缆的需求,开拓了骨架缆应用的市场。
3、通过此次新产品的开发,提升了研发人员的技能,为以后新产品的开发积累了丰富的经验。